Intégration des analyses en ligne dans les opérations du process Batch

Intégration des analyses en ligne dans les
opérations du process Batch
Mots
clé
Contrôle du process Batch, Ordonnancement à
capacité finie, Analyse qualité, Ajustements matières,
Echantillonnage, Information procédé réduite, LIMS, MES, ERP, FCS,
S95.01, S88.01
RESUME
Cet exposé présente une solution développée pour
assister les processus de gestion de lassurance qualité en
production dune unité de polymérisation. Cette solution vise à
permettre :
Une gestion dynamique de lanalyse qualité
synchronisée avec les données de lERP et les activités de
production
Une exécution des procédés indépendante du
facteur humain
Une information complète et précise sur le
comportement du procédé
Les analyses qualité peuvent être exécutées par léquipe
du laboratoire ou par les opérateurs de fabrication eux-mêmes. Les
analyses à effectuer dépendent du produit et de lopération process
courante. Elles sont souvent itératives, liées à des ajouts de
matières ou des ajustements des points de consigne. Les spécifications
qualité sont attachées de préférence aux données client et produit
fini de lERP. Les relations entre le laboratoire et lexploitation
impliquent une gestion en temps réel des ordres danalyse et des
rapports de leurs résultats.
La solution présentée propose une voie pour
délivrer les spécifications qualité liées au plan de production de lERP
et pour obtenir des rapports danalyse attachés au rapport dexécution
de production renvoyé vers lERP. La spécification qualité inclut
la formule pour calculer les ajustements matières. Les échantillons
sont considérés comme des sous-opérations dans le processus de
fabrication, et comme des ordres de travaux dans lactivité du
laboratoire. Le système réalise un couplage étroit en temps réel
entre les règles de fabrication, les transferts de matières et le
contrôle qualité au niveau de lexploitation, et un lien asynchrone
sécurisé de linformation qualité entre lERP et le système de
production.
Le nouveau système na pas encore été totalement
implémenté au moment de la rédaction de cet exposé. Lintégration
des analyses qualité a été conçue de façon à être connectée aux
fonctions de gestion des matières et des opérations du nouveau
système de supervision de la production. Les bénéfices de ce projet
seront indiqués lors de la présentation.
Introduction
Lusine CRAY VALLEY de Drocourt produit des
résines polymères par synthèse et mélange. Le renouvellement du
système dinformation de lentreprise basé sur un nouveau système
ERP imposait de reconsidérer le pilotage de la production selon
plusieurs points de vue :
Synchronisation des règles de production entre lERP
et le système de contrôle
Synchronisation de la production et du
conditionnement
Optimisation de lusage des ressources
Gestion des stocks matières
Information détaillée de production
Gestion des analyses qualité
Le sujet de cette présentation concerne
principalement le contrôle qualité en production et son intégration
à travers la frontière Gestion / Production. Bien quil ait été
spécifié avant la publication de cette norme, le modèle de données
utilisé pourrait illustrer un exemple dapplication de la norme ISA
S95.01.
Lintégration nest pas un but en soi. Pour ce
qui concerne le contrôle qualité, les véritables objectifs étaient
de :
Proposer une gestion de la qualité flexible et
cohérente qui permette les changements de dernière minute des
exigences qualité vis-à-vis du produit ou du client
Récupérer le savoir-faire des opérateurs et
capturer le comportement du procédé
Obtenir des performances reproductibles en
atteignant les spécifications requises de la même manière quelle
que soit léquipe dexploitation
Les considérations suivantes ont conduit à la
solution exposée :
Le système dinformation doit être cohérent
entre les exigences de qualité produit et client, le processus danalyse
et les résultats qualité permettant dautomatiser le processus de
gestion de lassurance qualité en production
Les spécifications qualité sont attachées de
préférence aux données produits et clients de lERP
Les analyses peuvent être exécutées par le
laboratoire ou par les opérateurs eux-mêmes
Les relations entre les équipes du laboratoire et
de lexploitation impliquent une gestion en temps réel des ordres danalyse
et de leurs résultats
Les analyses à effectuer dépendent des exigences
spécifiques pour le produit et le client et de lopération process
courante
Elles sont souvent itératives, liées à des
ajouts matières ou des ajustements de points de consigne pour obtenir
la cible prévue ou suivre lévolution typique des spécifications
Le système LIMS installé était obsolète et
devait être renouvelé.
Cette solution est caractérisée par les points
suivants :
Les spécifications qualité sont attachées au
plan de production délivré par lERP.
Les résultats qualité sont attachés aux données
de production transférées à lERP
Les formules dajustement matières font partie
des spécifications qualité
Les échantillons génèrent des sous-opérations
dans la fabrication du produit et sont traités comme des ordres de
travaux dans les activités du laboratoire
Les informations sur les productions passées sont
disponibles (résultats danalyse, ajustements matières). Ceci
permet un contrôle de vraisemblance des suggestions du système.
Le système induit un couplage étroit entre les
règles de production, les transferts matières et le contrôle
qualité, et un couplage asynchrone sécurisé entre lERP et le
système de production.
Analyses et Contrôle Qualité Etendue de la présentation
Les activités de contrôle et danalyse peuvent
être classées en plusieurs domaines :
Contrôle de la réception et des stocks de
matières premières
Contrôles en ligne et en fin de production
Contrôle au conditionnement et aux expéditions
Contrôle périodique et dobsolescence des
stocks de produits finis
Dans notre cas, les domaines 2 et 3 sont sujets à de
fortes contraintes de temps et agissent directement sur les processus quils
assistent. Les domaines 1 et 2 sont généralement moins critiques.
Les contrôles de réception des matières ont
été exclus du domaine du projet, mais auraient pu être gérés de
la même façon sans difficultés particulières.
La production est livrée en vrac ou emballée. Lexpédition
des produits emballés est découplée et ne nécessite pas de
contrôles complémentaires, tandis que la livraison vrac doit être
synchronisée avec la production et exige des contrôles spécifiques
Le contrôle du stock de produits finis a été
intégré, mais ne sera pas développé ici.
Contrôle en ligne et en fin de production
Le contrôle qualité en ligne dun produit durant
sa fabrication, combiné avec les autres données procédé permet de :
Maîtriser ses caractéristiques aux différentes
étapes de la fabrication
Atteindre les spécifications finales
Améliorer la connaissance du comportement du
procédé.
Nous remarquons que :
Les variations des caractéristiques des matières
en entrée (matières brutes et produits semi-finis), les conditions dexploitation
et les écarts par rapport aux règles de fabrication conduisent à
des déviations des caractéristiques attendues du produit.
Ces déviations doivent être corrigées de façon
à atteindre les spécifications attendues du produit pour les étapes
suivantes de la fabrication ou les spécifications du produit fini.
Les corrections sont principalement des
compensations de matières dans notre cas
Lefficacité de la production requiert une
optimisation de la durée des opérations ainsi que des actions
rapides et adaptées pour compenser les déviations
Lactivité du laboratoire est supposée
totalement réactive aux besoins de la production, bien que ce
département doivent assumer des ordres danalyse venant dautres
unités et doivent arbitrer ses priorités
Lactivité danalyse peut être assurée par
un ou plusieurs laboratoires, et parfois par les opérateurs dexploitation
eux-mêmes. Le travail peut être partagé entre différents acteurs :
échantillonnage, analyse, correction matières, assignation du statut
qualité
Aperçu du procédé
Lusine met en uvre 2 procédés principaux pour
produire des polymères :
Synthèse à partir de matières premières
Mélange de produits semi-finis et de matières
premières
La méthode adoptée et présentée ici était bien
adaptée pour les2 types de procédé, ainsi que pour les contrôles sur
stock et les ajustements considérés comme des ordres de production
inclus dans le plan de production de lERP. La figure ci-dessous
montre un ordre dexpédition ou de conditionnement lié à un ordre
de production (il peut y avoir plusieurs ordres de conditionnement liés
à un même ordre de production).
Procédé par synthèse :
Segment de production / Activités Qualité pour la
production et expédition synchronisée
| |
Opérations de Production |
Opérations conditionnement |
|
Segment de Production |
Chargement réacteur |
Réaction
+ Spec ajustement |
Transfert et chargement dilueuse |
Ajustement des spécifications |
Contrôle avant conditionnement |
Conditionnement |
|
Activités AQ |
- |
Contrôles en ligne par les opérateurs |
- |
Contrôles en ligne par le laboratoire |
Contrôle
Par le laboratoire |
Contrôle
Par le laboratoire |
|
Besoins Equipements |
Réacteur |
Réacteur |
Réacteur Dilueuse |
Dilueuse |
Dilueuse
Conditionneur |
Conditionneur |
|
Besoins personnels |
Opérateur |
Opérateur |
Opérateur |
Opérateur
Assistant labo |
Opérateur
Assistant labo |
Opérateur
Assistant labo |
|
Besoins matières |
Formule ERP |
Ajustements calculés daprès les résultats
danalyse |
Formule ERP |
Ajustements calculés daprès les résultats
danalyse |
- |
- |
Architecture du système dinformation
Le système dinformation de production est
construit autour de 3 sous-systèmes : ERP, DCS et MES
LERP (Enterprise Resource Planning) assure la
maîtrise des procédés qui définissent les segments de production
incluant la formule de base, les classes déquipement et de
personnel requises et les spécifications qualité. Du point de vue
S88, le procédé ERP peut être considéré comme un intermédiaire
entre la recette maître et la recette Site/Générale tenant compte
des besoins en ressources, mais simplifiant les éléments
procéduraux.
Le DCS (Digital Control System) utilise un
contrôleur de batch S88. Les recettes maîtres sont construites de
façon à représenter une vue détaillée des procédés ERP. Lexécution
de la recette est synchronisée par le DCS qui envoie des drapeaux
à destination de la recette haut niveau ERP/MES. De façon à
respecter les contraintes actuelles de sécurité du système de
contrôle, aucune information de lERP nest transmise
directement. Les ordres de production (10 par jour) sont
initialisés et lancés manuellement. Certaines unités sont
conduites manuellement.
Le "MES" (Manufacturing Execution
System) est une plate-forme de communication avec des applications
complémentaires. Il traite les échanges de données et supervise
les applications. Il a été développé spécialement par choix
stratégique plus que pour des raisons techniques. Les applications
sont généralement développées spécifiquement, à lexception
du FCS (Finite Capacity Scheduling, logiciel dordonnancement à
capacité finie). Cette couche du système dinformation a été
conçue pour être totalement "transparente", ne gérant
que les configurations denvironnement et de sécurité daccès.
Les données opérationnelles sont toujours maîtrisées par leur
propriétaire (application dorigine), qui est lERP dans la
plupart des cas. Ceci est indispensable pour assurer lintégrité
du système et réduire sa maintenance.
Le DCS "pousse" les données process dans
la base de données de production en temps réel ou à la fin de la
production selon les besoins du système.
Pilotage de la production
Plan de production initial de lERP
Le plan de production de lERP contient tous les
ordres de production validés. Un ordre de production est composé de :
Linformation de planification de la production.
Elle inclut le plan de production (ce qui doit
être produit, quand et comment) et les liens entre demandes de
production, par exemple entre ordres de conditionnement et de
production.
Information de définition de production.
Elle inclut les règles de production, les
exigences détaillées en matières, les exigences qualité, les
exigences en classes déquipements et de personnel.
Elle est découpée en Segments Produit selon les
règles de production (étapes et opérations process). Les règles de
production incluses dans le plan de production sont interprétées par
le FCS en utilisant des étapes prédéfinies et paramétrées.
Linformation de capabilité de production
est
partagée entre lERP et le FCS.
La capabilité matières est gérée directement
par lERP. Il maintient la liste des lots utilisables, leur
emplacement, le mode de conditionnement et les quantités pour chaque
besoin élémentaire.
La capabilité Equipement et Personnel est gérée
par le FCS
2 plans de production sont gérés séparément et
contenus dans 2 bases de données séparées :
Le plan de production courant
Le plan de production simulé utilisé pour
vérifier la charge globale de lusine en regard de la capacité
disponible pour le plan ferme et les prévisions court, moyen et long
terme de lERP, en invoquant les fonctions danalyse de contrainte
du FCS.
Ce modèle ne correspond pas exactement au modèle du
projet actuel S95.01 (draft 11 June 1999):
Les exigences matières sont supportées par un
seul objet plutôt que par 3 entités séparées pour les matières
"Produites", "Consommées" et
"Consommables".
Un objet séparé supporte les exigences qualités au
lieu de les encapsuler dans le modèle matières. Cette conception a
été choisie parce que plusieurs ordres de production pour le même
produit peuvent mettre en uvre des exigences qualité différentes
selon les exigences du client. Le modèle S95.01 model aurait pu être
appliqué, mais de façon moins évidente.
Plan de production exécutable : complété par le Contrôle et le
FCS
Le sujet de ce papier est présenté ici. Les
segments de production sont découpés en sous-segments générés pour
chaque échantillon. Ceci permet de gérer une information détaillée
de production au niveau de léchantillon selon un schéma très
simple.
Léchantillonnage est traité selon les exigences
qualité. Les ajustements matières recommandés après lanalyse de léchantillon
selon les spécifications des tests qualité sont introduits dans les
exigences matières, automatiquement déployés au niveau de la
"sous-opération" déchantillonnage.
En plus de laltération des matières par le
contrôle qualité, ce modèle supporte les altérations de formule pour
tenir compte des chargements imprévus de matières (dus aux
"sentiments" de lopérateur, à un manque des matières
requises, à une demande du service qualité
)
Le FCS traduit les exigences définies en classes déquipements
par lERP en allocations spécifiques ("Réacteur" dans le
plan de production initial devient "R151" après traitement
par le FCS). Il définit les exigences en personnel. Les ressources en
équipement et personnel et leur usage ainsi que La traçabilité des
lots de matières ne seront pas davantage détaillées ici, étant exclu
de la portée de cette présentation.
Exécution de la production et rapport vers lERP
Linformation de production est enregistrée dans
la base de donnée de lInformation de Production Courante pendant lexécution
de la production selon un model semblable au précédent.
A la fin de la production ou à la suite dune
demande particulière, linformation de production est transférée
dans la base de donnée séparée de lInformation de Production
Historique. Cette base de données peut être utilisée :
Comme référence en ligne du comportement actuel
du procédé par les chimistes et les opérateurs
Pour lanalyse hors ligne du comportement du
procédé, la recherche des incohérences de transferts de matières,
les calculs dutilisation des équipements, lanalyse Pareto des
défauts
Au même instant, le rapport dexécution de la
production est envoyé à lERP. Il consiste en un jeu dinformations
consolidées et validées à partir de linformation détaillée de
production. Cette information est réduite pour correspondre aux besoins
de lERP :
Activités des ressources : allocation des
ressources, durée de chaque segment de production (seule lutilisation
des équipements est renvoyée)
Transactions matières. Lutilisation et la
production des matières est réduite par lot, emplacement et
catégorie.
Résultats qualité : résultats danalyse
consolidés pour le produit fini. Ils comprennent les résultats des
tests aussi bien que le statut qualité pour la matière produite.
On obtient ainsi une réponse concise à lordre de
production de lERP, tandis que linformation détaillée demeure
disponible dans la base dinformation de production.
A nouveau, ce modèle ne correspond pas exactement au
modèle S95.01 :
Les résultats qualité sont rapportés dans un
objet séparé (comme dans le plan de production)
Les résultats qualité et les matières sont
rapportés à lordre de production, et non au segment de production
Pilotage du contrôle qualité
Planification opérationnelle du Contrôle Qualité
LA NORME S88.02 : UN LANGAGE POUR LE CONTROLE DES PROCEDES BATCH
Word
La norme S88.02 : un langage pour le contrôle des procédés Batchs
PPT
Les activités du laboratoire sont gérées de la
même façon que celles de linstallation de production. Le
laboratoire est traité comme une Cellule Process et les échantillons
sont considérés comme des ordres danalyse dans la planification des
analyses. De cette manière, le laboratoire principal et les opérateurs
qui exécutent des analyses particulières dauto-contrôle en ligne
peuvent disposer de leur propre planification indépendante.
La planification de la production, les segments de
production et les informations matières sont cachées (mais
disponibles) dans la planification danalyse, et lon obtient une
gestion intégrée, mais indépendante de ces activités.
Les réponses danalyse sont rapportées aux ordres
danalyse correspondants (données courantes) et peuvent faire
référence aux résultats passés pour le même produit et
(optionnellement) le même équipement. Ceci permet une comparaison
facile entre les résultats actuels et les ajustements matières avec
les sessions de production passées.
Lutilisation du FCS permettrait doptimiser lactivité
du laboratoire.
Conclusions
Le système présenté offre un modèle adapté tout
en restant simple pour intégrer linformation de laboratoire dans linformation
de production. La solution développée à partir de spécifications
contrôlées par lutilisateur correspond de près aux besoins
exprimés par le département de production tout en étant conforme aux
besoins de lERP vis-à-vis de linformation de production.
Une information complète et précise est
disponible pour les formules dajustement matières. Chaque ajout
matière peut être comparé aux propriétés physico-chimiques du
produit obtenues pour les opérations process et léchantillon
qualité correspondant.
Linformation nécessaire réduite et validée
est remontée à lERP tandis que linformation détaillée est
conservée au niveau du système de production.
Le travail du laboratoire est géré efficacement,
et pourrait être optimisée par un FCS
Le modèle S95.01 nest pas totalement
implémenté et respecté. Toutefois, spécifiée dans lignorance
de ce standard, cette solution nen est pas si éloignée et aurait
pu être développée en accord avec ses modèles conceptuels.
Le principal bénéfice par rapport au précédent
LIMS est un dialogue efficace entre les unités de production et le
laboratoire et la gestion qualité centrée sur lERP, ce qui
simplifie énormément la gestion des données de production.
Inversement, on peut mentionner quelques déficiences
:
Principalement développée à façon, larchitecture
MES aurait pu être construite en utilisant des composants commerciaux
disponibles. Ce choix a conduit à des délais incontrôlables, des
incertitudes techniques et des impasses en matières de coût et de
budget aussi bien pour lutilisateur final que le contractant. La
société qui a développé les composants du système a disparu avant
la fin du projet. Le vendeur de lERP a du prendre la
responsabilité de terminer et supporter le système.
Le système nest pas un exemple dintégration
totale, laissant le DCS encore isolé par rapport aux flux dinformation
descendants de lERP. Le partage des responsabilités entre les
systèmes de Gestion et de Contrôle na pas été résolu : cest
un des principaux défis de la norme S95.01 !
Le système DCS a été écarté du projet. En
raison dune stratégie floue du vendeur du DCS ou dincompréhensions,
ses capacités de gestion de Batch nont jamais été prises en
compte. Les opérateurs doivent utiliser 2 logiciels différents et la
synchronisation avec létat actuel du process est encore gérée
manuellement.
Le standard S88 na jamais été considéré
(hormis au niveau DCS). Le modèle physique est géré indépendamment
dans 3 systèmes (ERP, DCS, FCS)
Ainsi, le principal problème de ce projet est son
planning incontrôlé du à une spécification sans fin du système et
un développement à façon. Sil devait être repris, sa réalisation
pourrait être considérée dune façon plus efficace :
Utiliser autant que possible des solutions
commerciales développée par des éditeurs fiables.
Il aurait été préférable de considérer une
utilisation extensive des capacités de gestion batch du DCS, même
pour les unités conduites manuellement.
Une équipe de projet plus consistante et un budget
plus réaliste auraient probablement conduit à de meilleures options
et assuré un contrôle de la planification du projet.
Nous espérons que les concepts de base exposés dans
cette présentation apporteront une contribution utile pour un bon
nombre de projets dintégration entre les mondes de la Gestion et de
la Production.
Résumé
Dans la foulée de la norme S88.01 traitant du
contrôle des procédés discontinus, le projet de norme S88.02 propose
un modèle de données pour interfacer les applications et échanger les
recettes et un langage de description de la Recette, le PFC (pour
« Procedure Function Charts ») qui repose sur le modèle de
données. Ce langage vise la réduction de la courbe dapprentissage
des nouveaux systèmes et lamélioration de la communication entre lHomme
et le Système. Cette présentation présente un aperçu du
développement et des règles dutilisation du PFC ainsi que les
bénéfices attendus par leur adoption dans lindustrie.
La spécificité des procédés discontinus
Par opposition aux procédés de type Discret
(manufacturier) et continus (énergie, pétrochimie
), on distingue
les procédés de type Discontinu ou Batch par les
caractéristiques suivantes :
Ils opèrent selon un cycle au cours duquel des
quantités déterminées de matière sont transformées en produit
fini,
La taille des équipements détermine directement
la production du cycle,
Le produit fabriqué dépend de la Procédure
exécutée par le cycle appuyé par les fonctions élémentaires de
chaque équipement.
Il sagit souvent dateliers
« flexibles » ou multi-produits.
La chimie, lagroalimentaire et la pharmacie
représentent lessentiel de ces procédés. La dernière contrainte
de flexibilité ajoutée à la complexité relative du contrôle de base
des équipements a amené le développement dune réflexion
particulière sur la stratégie de contrôle de ces ateliers : la
norme S88.01
La norme S88.01
La norme IEC 61131-3 définit des langages de
programmation adaptés au contrôle de base des équipements du
procédé. Essentiellement conceptuelle, la norme ANSI/ISA S88.01 / IEC
61512-1 (que nous appellerons « S88 » dans la suite de lexposé)
apporte un niveau supérieur au contrôle de procédé : la flexibilité
de l'allocation des ressources et de la stratégie de contrôle. Elle
découple les domaines et les responsabilités du contrôle de base des
équipements vis-à-vis de la spécification du procédé de fabrication
et de l'allocation des ressources (la Recette). Elle peut également sappliquer
à dautres types de procédés (voir les travaux EBF WG3).
Equipements et Recette
La norme S88.01 sépare le contrôle en deux domaines
de responsabilité :
Le contrôle des équipements
La Recette
Le premier domaine est celui de lAutomatique. Le
contrôle de léquipement est par définition indépendant du produit
à fabriquer. Il fournit les ressources fonctionnelles de base pour
construire la stratégie de fabrication (transformations, transferts dénergie
et de matières).
Le second domaine est celui du Procédé. Il utilise
les ressources fonctionnelles des équipements pour accomplir la
stratégie de fabrication du produit.
La frontière entre ces domaines définit directement
le degré de flexibilité de latelier et attribue les
responsabilités correspondantes à lAutomaticien dun côté, au
gestionnaire et à lingénieur procédé de lautre.
La Recette est composée de 5 éléments :
Entête
Procédure
Formule (Paramètres, Entrées et Sorties
Procédé)
Exigences Equipements
Autres Informations
Hiérarchie de la Procédure
Le contrôle procédural de la norme S88.01 repose
sur 4 niveaux hiérarchiques :
Procédure
Procédure Unité
Opération
Phase
Une Procédure est composée de Procédures Unité
elles-mêmes composées dOpérations
Des niveaux peuvent être
omis, des niveaux complémentaires peuvent être ajoutés. Ces
éléments procéduraux sont appelés de façon générique :
Elément Procédural Recette ou RPE pour la
stratégie de fabrication
Elément Procédural Equipement ou EPE pour le
contrôle des équipements
On pourra définir des Procédures Recette,
Procédure Equipement, Procédures Unité Recette, Procédures Unité
Equipement, Opérations Recette, Opérations Equipement, Phases Recette
et Phases Equipement.
La séparation entre le domaine de la Recette et le
domaine de lEquipement est du ressort de limplémentation.
Toutefois, la plupart des systèmes de pilotage de Recettes imposent un
couplage au niveau de la Phase. (Figure 1)
Figure 1 Distribution
du contrôle procédural entre Recette et Equipement (ISA S88.01 1995)
Types de Recettes
La norme S88.01 propose 3 types de Recettes selon le
niveau de détail et lutilisation :
Recette Générale
Recette Site
Recette Maître
Seule la dernière peut donner naissance à une
Recette exécutable, la Recette Contrôle. Les autres Recettes ont dautres
objectifs liés à la création des produits et à la planification. Le
rapport ISA TR88.0.03 préconisait le développement dun langage
adapté aux trois types de Recettes, mais cet objectif a été
abandonné entre temps. La situation au niveau des Recettes de niveau
supérieur est loin dêtre claire, et ce problème est placé dans
les priorités daction du groupe SP88 pour les prochains projets de
norme.
Contexte général
La norme S88.01 définit le terme Procédure comme
« la stratégie pour exécuter un procédé », mais les
règles pour spécifier cette Procédure ne sont pas définies. Cest
une lacune importante de la première partie de la norme : elle
était intentionnelle du fait des opinions variées au sein du comité
à cette époque. Le comité SP88 reconnaissait quil sagissait dun
problème important et adopta les 2 résolutions suivantes :
Etablissement dun rapport sur les formats
possibles de représentation des Procédures,
Définition dune méthode pour la description
de la Recette dans la seconde partie de la norme.
Le rapport technique ISA-TR88.0.03 fut publié en
1997. Le travail sur la seconde partie se poursuivit après la
publication de ce rapport, et une méthode normalisée pour décrire la
logique procédurale des Recettes est exposée dans la section 6 du
projet de norme S88.02[1]
« Procedure Function Charts ».
La notation PFC a été développée en utilisant des
éléments des trois formats discutés dans le rapport technique :
Liste, Gantt et SFC (Sequencial Function Charts). A première vue, la
notation PFC est proche du SFC, mais plusieurs aménagements ont été
développés pour tenir compte des spécificités dexécution et de
documentation du contrôle procédural vis-à-vis du contrôle
séquentiel.
La méthode choisie pour la description de la Recette
ne prend en compte que la Procédure : Len-tête, les Exigences
Equipements, la formule et les autres informations ne sont pas traités.
Par définition, la Procédure supporte la structure de la Recette à
laquelle se rattachent obligatoirement les autres catégories dinformation.
Ces informations ne sont pas normalisées au-delà de la nécessité d « indiquer
clairement et de façon consistante pour une application donnée leur
relation avec la Procédure ».
Les bénéfices attendus dune méthode normalisée
de description de la Procédure sont :
Permettre léchange des Recettes entre
systèmes (en validant les structures de données proposées dans la
norme S88.02)
Réduire la courbe dapprentissage des
utilisateurs dun système à lautre
Fournir une base commune de dialogue entre les
utilisateurs et les fournisseurs
Laspect normatif de la notation PFC nimpose pas
son utilisation exclusive. Il est reconnu que des méthodes alternatives
pourront être préférées en fonction des caractéristiques de la
Procédure (taille, complexité, exigences particulières de lutilisateur
).
Les objectifs
Un langage est un ensemble de symboles et de règles
utilisés pour communiquer. Dans le cas des systèmes dinformation,
ils permettent à lhomme de dialoguer avec la machine pour décrire
la tâche que la machine doit exécuter et en contrôler son exécution.
La définition précise des objectifs et des
contraintes est essentielle pour guider le développement. La liste
suivante est partiellement mentionnée en annexe du projet
ISA-dS88.02 :
Simple à suivre : il sagit dun
langage de spécification destiné à être utilisé par des
non-informaticiens et non-automaticiens
Facile à construire : peu dexigences
de syntaxe et de symboles à apprendre
Limites clairement définies : symboles
graphiques normalisés de Début et de Fin
Description de lordre dexécution non
ambiguë : séquence, parallélisme, sélection,
convergence
Expression des relations de coordination :
transfert de matières et synchronisations
Support des Niveaux hiérarchiques :
symboles uniques, mais différenciés pour tous les niveaux de la
Procédure
Support multi-niveaux : mise en
évidence de la décomposition possible dun élément de
Procédure
Applicable aux Recettes Maître et Contrôle.
Le traitement des Recettes de haut niveau nest pas retenu pour le
PFC.
Indépendant du média : utilisable
aussi bien pour une implémentation « papier-crayon » quavec
un ordinateur capable danimations graphiques colorées.
Le langage doit permettre de fournir tous les
détails nécessaires pour décrire de façon non ambiguë la
stratégie de fabrication. A ce titre, il doit donc supporter le
modèle déchange de données défini dans les sections 4 et 5 de
la norme S88.02.
La capacité dextension est induite par lexigence
dune description non ambiguë. Dans les cas les plus simples, la
Procédure peut ne comporter quun seul Elément Procédural
Recette (RPE) ou une simple liste exécutée séquentiellement. Dans
les cas complexes, des logiques conditionnelles et des contraintes
de temps peuvent intervenir.
Comparaison des méthodes existantes et proposées
Sur la base des objectifs et contraintes ci-dessus,
le comité reconnu que le rapport technique fournissait une analyse
précise des options possibles, incluant la plupart des méthodes
utilisées par les systèmes de contrôle batch du marché. Ces
méthodes sont les suivantes :
Liste dinstruction
Cest la forme la plus simple pour la
représentation dune séquence linéaire (Figure 2). La liste
présente lavantage dêtre facile à visualiser.
|
Paramètres de Phase |
|
Paramètre |
Valeur |
Type |
|
1 |
Remplir |
Eau |
1000 kg |
Entrée |
|
2 |
Ajouter |
Sel |
50 kg |
Entrée |
|
3 |
Chauffer |
Vapeur |
50 ¢ C |
Process |
|
4 |
Ajouter |
Sucre |
30 kg |
Entrée |
Figure 2 - Liste
d'instruction
Historiquement, la plupart des Procédures Recettes
ont été décrites de cette façon. Ces Recettes présentaient à lopérateur
une liste numérotée détapes à exécuter. Sil est convenable
pour des situations simples, ce format nest pas utilisable dans des
cas plus complexes : les parallélismes et séquences complexes
avec logique conditionnelle sont très difficiles à décrire clairement
avec ce format. Lexemple de la Figure 3 montre à quoi pourrait
ressembler une approche textuelle. Il sagit dune proposition de
langage déchange « BxL » pour léchange de données
de Recette (non retenu à ce jour). Cette forme évoluée bien adaptée
pour la communication entre ordinateurs nest à lévidence pas
utilisable pour un dialogue efficace avec un être humain
[2]
Figure
3 - Langage Littéral
Diagramme de Gantt (modifié)
Figure 4 - Diagramme de
Gantt modifié
Les diagrammes de Gantt sont très utiles pour
décrire la progression des activités dans le temps. Ils peuvent
également montrer de niveaux multiples dactivités. Outils de base
de la planification, ils sont relativement bien adaptés pour la
description de Procédures Recettes qui consistent en une ou plusieurs
Procédures Unité opèrent de façon plus ou moins indépendante avec
des points de coordination.
Le diagramme de la Figure 4 présente quelques
particularités :
Le déroulement vertical qui se prête mieux à
un nombre dactivités successives plus important que les
activités parallèles et qui suit la logique du format liste ou du
SFC
Les liens de coordination entre Procédures
Unité
Le découpage des Procédures Unité en
Opérations
Une base de temps relative et non absolue du fait
que linstant de lancement des activités et leur durée ne sont
pas connus de manière déterministe avant leur exécution
Toutefois, lorsquune logique conditionnelle
complexe doit être introduite, le diagramme de Gantt perd son
efficacité. Les systèmes de planification utilisent alors les
diagrammes de Pert pour traiter ce type dinformation et gérer les
situations complexes avec des prédécesseurs et des successeurs
multiples. Si les diagrammes de Pert sont efficaces pour les systèmes
de planification sophistiqués, ils ne sont guère adaptés à la
conduite dune unité de fabrication.
SFC
La troisième méthode discutée dans le rapport
technique est le Sequential Function Chart (SFC) défini par la norme
IEC 61131-3 et basé sur la norme IEC 60848 (GRAFCET). Cest un
langage largement répandu et bien accepté. Il offre des moyens
puissants pour spécifier la logique conditionnelle, ce qui manque aux
précédentes méthodes de type Liste ou Gantt. On note que la plupart
des systèmes batch actuels utilisent le SFC pour décrire les
Procédures. La Figure 5 montre lexemple dune Opération qui
active des Phases.
Figure
5 - Représentation SFC d'une Opération
Le graphe SFC décrit bien la logique conditionnelle
souvent nécessaire au niveau de lOpération. Au niveau supérieur de
la Procédure toutefois, cette capacité a peu dintérêt. La Figure
6 montre deux Procédures Unité actives simultanément. Dans ce cas, on
ne dispose pas dinformation concernant les flux matières, la
synchronisation entre les Procédures Unité et leur déroulement
général relatif dans le temps. Par exemple, la Procédure Unité Réaction
nest pas supposée démarrer avant que la Procédure Unité Préparation
nait atteint une certaine situation. Le graphe ne montre pas cela
parce quil doit placer toutes les Procédures Unité dans la même
structure séquentielle parallèle.
Figure 6
Représentation SFC dune Procédure Unité
En conclusion
Chaque approche présente des avantages et des
inconvénients, et le rapport ne conclut pas sur une recommandation.
Deux autres problèmes nont pas été mentionnés par le rapport,
bien quils soient critiques pour la description de la Recette :
lutilisation de niveaux multiples dans la hiérarchie et la
séparation entre les Eléments Procéduraux Equipement et Recette.
Autres apports
Chaque constructeur de système ou éditeur de
solutions pour le contrôle batch a développé son propre langage.
Cette diversité des approches qui provoque la confusion des
utilisateurs a été un élément moteur pour le développement du PFC.
Les acteurs majeurs ont participé à lélaboration de ce langage.
Chacun sest battu pour conserver les atouts de sa propre solution
dans la norme.
Pendant cette évaluation, dautres travaux ont
été étudiés. On doit signaler par exemple les travaux remarquables
de Karl-Erik Arzen et Charlotta Johnsson sur le « High Level
Grafchart ». Ils proposent une évolution sans compromis du
Grafcet vers une forme objet et démontrent son application dans le
contrôle discontinu [3] [4] [5] [6].
Les travaux de révision de la norme IEC 60848-1988
pour permettre de spécifier de multiples niveaux de graphe offraient
également un champ de réflexion intéressant [7] [8]
[9]
La notation résultante du Procedure Function Chart sest
inspirée du High-Level Grafchart et des modifications proposées pour
la norme IEC 60848.
Développement des « Procedure Function
Charts »
Cette évaluation concluait donc quaucune méthode
existante ne convenait pour répondre à tous les objectifs et
contraintes énoncés à tous les niveaux et pour tous les degrés de
complexité des Procédures. Par contre, il était reconnu que chacune
des méthodes discutées dans le rapport technique avait des
caractéristiques intéressantes qui, combinées entre elles, pouvaient
contribuer à définir une nouvelle méthode efficace. Il était
également reconnu quune méthode similaire à celle proposée par la
révision des macro-étapes de la norme IEC60848 permettrait de
supporter les niveaux multiples dans la Recette.
La notation PFC a été développée et révisée sur
une période de 4 années marquées par des faux départs et des marches
arrières. Chaque fois que de nouveaux membres se joignaient au comité,
de nouvelles discussions et de nouvelles alternatives surgissaient. Il savéra
impossible de développer une méthode satisfaisante dans lesprit de
chacun. Compromis et concessions ont été le terrain du consensus sur
la méthode de description retenue.
En guise de parcours simplifié du processus de
développement de la notation PFC, il peut être utile de considérer
quelques éléments qui ont guidé sa genèse :
Linfluence du format Liste est visible dans le
principe des Transitions Implicites (discutées plus loin) qui
permet de décrire une simple liste dEléments Procéduraux.
La capacité du diagramme de Gantt à
représenter la notion de durée et la synchronisation apparaît
dans la possibilité de dessiner des éléments procéduraux de
longueur fonction de leur durée relative.
Linfluence du SFC est évidente :
Utilisation de sélections de séquences et de séquences
simultanées, alternance Transition Etape Transition.
Bien que le terme "Macro Etape" ne soit
pas utilisé, le concept mis en avant par le projet de révision de
la norme IEC60848 est reflété dans la notation PFC.
La séparation entre la logique de la Recette et
celle de lEquipement a conduit à définir une spécification
particulière pour lactivation et lévaluation des
Transitions.
Il existe une différence fondamentale entre la
logique procédurale de la Recette et la logique séquentielle de lentité
déquipement. La logique déquipement, quel que soit le
langage, doit toujours être responsable de la conclusion de son
traitement. La décision de lentité déquipement peut être
basée sur des signaux externes sans filtrage interne, par contre,
la capacité de la logique déquipement à traiter ses tâches
ménagères ou dautres activités lors dune demande de fin dexécution
est critique. Cest la ligne de raisonnement qui à conduit à
définir un comportement différent de la relation RPE-Transition du
PFC de la relation Etape-Transition du SFC.
Les spécificités Process telles que lallocation
des ressources, les transferts de matières, la synchronisation et
les activités asynchrones sont prises en compte par la notation
PFC.
La Procédure Recette doit montrer lorchestration
de Procédures Unité relativement indépendantes même lorsquelles
se décomposent en éléments de niveau inférieur (Opérations,
Phase).
Notation du « Procedure Function
Chart »
La notation présentée ici est définie dans le
projet de norme ISA-dS88.02 dans son état au moment où ce papier est
rédigé. Il est possible que cette notation soit modifiée avant que ce
projet ne soit confirmé comme norme ANSI/ISA et IEC à lissue du
processus dapprobation actuellement en cours. Les indications
fournies devront donc être confrontées à la publication officielle en
cas de référence future.
Lobjectif de cette présentation nest pas de
proposer une référence complète du langage PFC qui devrait fait lobjet
de publications ultérieures. Il sagit dune brève vue densemble
de la notation au travers de quelques exemples.
Les symboles utilisés dans la notation PFC sont les
suivants :

Figure 7 Symboles PFC
PFC « Procédure Opération »
Le plus bas niveau hiérarchique de la Procédure
Recette est la Procédure Opération qui décrit les enchaînements des
Phases Recette, elle-même couplées (au besoin) aux Phases Equipement.
Ce cas limite où la Recette détermine les enchaînements procéduraux
au plus bas niveau de la hiérarchie S88 correspond au niveau de
couplage exclusif de la plupart des moteurs dexécution batch.
La Figure 8 montre comment décrire une Opération
simple de 2 Phases en utilisant les symboles PFC. Les symboles de Début
et Fin indiquent où commence et où se termine lexécution du PFC.
Le diagramme est développé verticalement du début à la fin. Les
liens directs connectent les différents symboles et déterminent lordre
dexécution du diagramme.
Figure 8 Procédure
Opération PFC
Les Phases Recette correspondent à des Phases
Equipement qui peuvent être implémentées en logique programmée dans
un contrôleur de procédé (processeur SNCC ou Automate). Ces 2 Phases
sont représentées différemment pour mettre en évidence lutilisation
des Transitions Implicites et Explicites.
Transition Implicite
La Phase Remplir utilise une Transition
Implicite. Elle est programmée de telle sorte quelle passe à létat
« Terminé » lorsquelle atteint son objectif (dans ce cas
: atteindre le niveau de 4 mètres). Cet objectif a été défini en
utilisant un paramètre transmis à la Phase au lieu dune condition
de Transition. La Phase suivante Purger doit démarrer dès que
la Phase Remplir atteint son objectif. On considère dans ce cas
quil nest pas nécessaire de représenter une Transition entre ces
2 Phases : les Phases senchaînent naturellement par le seul jeu
de leur exécution. Lorsquune Transition nest pas décrite parce
quelle correspond à la fin de lélément procédural précédent
sans aucune autre condition, elle est appelée Transition Implicite. La
notion de Transition est maintenue dans le but de respecter la règle
Etape-Transition-Etape de la norme IEC 61131-3.

Figure 9 Transition
Implicite
La Figure 9 développe le concept de Transition
Implicite. Par définition, la Transition Implicite est une convention
qui autorise à ne pas représenter dans le PFC la condition
« Elément Procédural Equipement Terminé ». Dans la
plupart des applications batch, les Eléments Procéduraux Equipement
sont programmés par lautomaticien pour être lancés par la
Procédure Recette et poursuivent leur exécution en utilisant les
paramètres de formule appropriés chargés avant lexécution. Ceci
est un problème critique du contrôle batch : lElément
Procédural Equipement contrôle toujours lui-même sa fin dexécution,
même si une Transition Explicite du PFC la requiert. Ce mécanisme est
naturel pour lauteur de la Recette.
Il sagit dune différence majeure avec le SFC :
lorsquune Transition est évaluée vraie, les étapes précédentes
sont immédiatement terminées, et il nexiste aucune opportunité
pour poursuivre les « tâches ménagères ». Une
interruption soudaine des Eléments Procéduraux Equipement nest pas
adaptée aux applications batch, et on remarquera que beaucoup de
systèmes utilisent une forme altérée du SFC pour contourner ce
problème.
Transition Explicite
Dans le cas de lexemple précédent, on aurait pu
représenter une condition « Vraie » ou « Niveau
atteint » ou « Phase de remplissage terminée ». Si
une telle information est ressentie comme nécessaire, elle pourra être
décrite à laide dune Transition Explicite.
Figure 10 Transition Explicite
Une Transition Explicite suit la Phase Recette Purger.
Cette Phase est programmée dans léquipement pour vider le
réacteur. Après que cette Phase ait été lancée, la logique de la
Phase Equipement ne fermera la vanne de purge que lorsque lordre lui
en aura été donné par lexécution du PFC lorsque la
Transition « Niveau <= 1 mètre » sera devenue vraie. La
Phase ferme la vanne, effectue les actions nécessaires et passe à létat
« Terminé ». Le PFC franchit alors la Transition, atteint
le symbole Fin, et conclut lexécution de lOpération
On voit que dans ce cas (enchaînement simple entre 2
éléments procéduraux) lutilisateur a le choix dutiliser une
Transition Explicite ou Implicite avec les mêmes effets. La
possibilité de choisir le type de Transitions implique une coordination
entre lautomaticien qui développe la logique des Eléments
Procéduraux Equipement et lingénieur qui décrit le procédé de
fabrication.
La description des conditions attachées aux
Transitions Explicites nest pas imposée par la norme. Les
applications peuvent utiliser des notations particulières ou faire
référence à la norme IEC 61131-3.
Règles de représentation et paramètres
La norme nimpose pas de couleurs pour le diagramme
ni de façon de représenter les paramètres. Ils doivent simplement
être accessibles à partir de lélément procédural correspondant.
Début et fin
Les premiers projets imposaient lutilisation dun
seul symbole de départ et darrivée par graphe. Lutilisation de
graphes à entrées et sorties multiples est désormais permise pour
décrire des Procédures parallèles asynchrones avec évolutions
multiples. Cest une nouvelle différence importante avec le SFC.
A la différence du SFC, il ny a pas détape
initiale. Celle-ci est unique dans le cas du SFC, alors que la notation
PFC autorise lexécution simultanée de plusieurs éléments
procéduraux au lancement de la Procédure. Ceci est possible grâce au
symbole de Début.
Ces symboles ne sont pas exécutés et ne supportent
pas dinformations. Ils représentent seulement des positions.
PFC « Procédure Unité »
La Figure 11 représente une Procédure Unité qui
détermine les enchaînements des Opérations. A ce niveau, lélément
procédural peut contenir un PFC de niveau inférieur (Opération
Recette manipulant des Phases ) ou référencer directement une
Opération Equipement.
Figure 11 Procédure
Unité PFC
Le signe « + » placé dans le coin
supérieur droit de lélément procédural indique lencapsulation
dun PFC de niveau inférieur. Par exemple, lOpération Initialise
référence une Opération Equipement, il ne contient donc pas de Phases
Recette. Toutes les autres Opérations encapsulent des PFCs, et donc des
Phases.
Lutilisation de Transitions Implicites après les
Opérations Initialise et Charge permet une
représentation concise : la première partie du graphe se lit
comme une liste.
Les Transitions Explicites sous le symbole de
sélection (barre horizontale) sont évidement obligatoires.
PFC « Procédure Recette »
Les besoins de descriptions de la Procédure Unité
et de la Procédure Opération ne sont pas très différents. Par
contre, la représentation de la Procédure Recette diffère
sensiblement des 2 précédentes.
La Procédure Recette orchestre lexécution dactivités
asynchrones (par exemple les Procédures Unité) qui ont des points de
synchronisation, des transferts de matières et des Exigences
Equipements.
En tant que plus haut niveau de la Procédure, il est
nécessaire de fournir le maximum dinformation au plus au niveau dabstraction
possible. La Figure 12 présente un exemple dune Procédure Recette
simple.
Figure 12 Procédure
Recette PFC
Allocation des ressources
Le symbole dallocation de ressources représente
un élément procédural qui contient les Exigences Equipements (et
autres ressources telles que personnel, matières, énergie) pour la
Procédure Unité qui le suit. Il sagit des règles dallocation
constituées par exemple dune liste des équipements utilisables pour
lexécution de cette Procédure Unité. Lexécution de lélément
doit entraîner lallocation des ressources nécessaires (en
particulier les Modules Equipement) par un arbitrage manuel ou calculé
par un système dordonnancement. La forme du symbole et son objectif
sont normalisés, par contre le contenu est laissé à lappréciation
de limplémentation.
Lorsquune Transition Explicite suit le symbole dallocation,
elle représente les conditions de lancement de la Procédure Unité.
Dans notre exemple, la Procédure Unité Préparation démarre
dès que lélément dallocation est exécuté, tandis que la
Procédure Unité Réaction exige un acquittement de lopérateur
pour démarrer.
Lorsque les 2 Procédures Unité sont terminées, le
symbole de fin de séquences simultanées (convergence ET) permet au
graphe datteindre le symbole Fin et lexécution de la Recette se
termine.
Une représentation incomplète
La Figure 12 semble indiquer que les 2 Procédures
Unité fonctionnent simultanément. Cette représentation est
incomplète : en généralisant, toutes les Procédures Unité
devraient être placées dans le même jeu de séquences parallèles. De
plus, les points de synchronisation et les mouvements de matières ne
sont pas représentés. La première solution qui vient à lesprit
pour tenter de résoudre ce problème serait de décrire les Procédures
Unités en série comme dans une liste (Figure 13). Cette méthode ne
convient pas, car elle impose des points de synchronisation tels que la
première Procédure Unité soit terminée avant que la seconde puisse
démarrer. Elle ne résout pas non plus le problème de la description
des transferts de matières.
Figure 13- Procédure
Recette "Série"
Durée relative et Synchronisations
Le défi consistait donc à trouver une méthode
capable de représenter une large structure de séquences simultanées.
Lapplication des diagrammes de Gantt sur un axe vertical avec une
échelle de temps relative le permettait.
On a tout simplement allongé les éléments
procéduraux comme sur un diagramme de Gantt. La Figure 14 montre la
même Procédure Recette « étirée » pour montrer les
relations et points de synchronisation.
On peut noter que ni linstant absolu de lexécution
dun élément procédural ni sa durée ne sont connus dans la Recette
(des informations statistiques de durée pour la planification et les
calculs de coût prévisionnels pourraient éventuellement être
récupérées). La longueur de lélément procédural est donc
purement relative et na pas de rôle fonctionnel.
La taille des 2 Procédures Unité est telle quelle
permet de montrer que la Procédure Unité Préparation est dabord
lancée et quà un moment donné de son exécution, le processus dallocation
de la Procédure Unité Réaction est exécuté.
Ensuite, lorsque lopérateur a validé les conditions de démarrage,
la Procédure Unité Réaction est démarrée. Plus tard, un peu
avant la fin de la Préparation et un peu après le démarrage de
la Réaction, un transfert matières seffectue entre la cuve
et le réacteur respectivement alloués à la Préparation et à
la Réaction. Le transfert se poursuit pendant quelque temps et
la Réaction se poursuit. Lorsque les 2 Procédures sont
terminées, la Recette se termine.
Figure 14 Extension
des Eléments Procéduraux et synchronisation
Une représentation multi-niveaux plus précise
Bien que relativement vague sur les événements, la
Figure 14 fournit plus dinformation que la Figure 12. On peut aller
plus loin en montrant plusieurs niveaux sur le même PFC comme sur la
Figure 15. Les symboles des Procédures Unité ont été dilatés et les
PFC quelles encapsulent sont représentées à lintérieur. On
voit à présent que les 2 Procédures Unité Préparation et Réaction
ont chacune 4 Opérations. On peut observer que le point de
synchronisation S1 concerne le prélèvement déchantillon dans la
cuve de préparation tandis que le transfert de matière T1 est
effectué par les Opérations Transfert du Réacteur (Procédure
Unité Préparation) et Transfert de Préparation (Procédure
Unité Réaction)
Figure 15 Détail de lencapsulation
Autres règles du PFC
La notation PFC a pour objet de favoriser léchange
des données de Recette entre systèmes et de rendre plus facile lapprentissage
dun nouveau système batch. Toutefois, il est reconnu quaucun
paradigme nest définitif et que lévolution et linnovation se
poursuivront. Par conséquent, la norme permet détendre la notation
PFC. La seule exigence est que les extensions soient clairement
définies.
La Procédure est le ciment qui unit les différentes
catégories dinformation de la Recette au sein de chaque élément
procédural. La norme nimpose pas la représentation de ces
informations. Les exemples ont montré une représentation possible des
paramètres de la formule et des conditions des transitions. La
description de len-tête de Recette et des
« Autres Informations » peuvent faire lobjet de
larges divergences dans limplémentation.
En résumé
La notation Procedure Function Chart propose une
méthode normalisée et indépendante du fournisseur pour la description
de la Procédure de la Recette. Cette indépendance est assurée par le
fait que la méthode a été développée sur la base de multiples
méthodes et normes connues ou utilisées et en diffère suffisamment de
telle sorte quaucun fournisseur nest avantagé. Un panel large et
diversifié de fournisseurs et dutilisateurs a conduit son
développement et cette notation représente un consensus accepté par
toutes les parties. Il est attendu de la notation PFC quelle
Supporte une méthode normalisée pour les
échanges de données entre systèmes
Permette une communication efficace entre les
acteurs pendant toutes les phases des projets
Raccourcisse la courbe dapprentissage des
auteurs de Recettes, et des opérateurs lorsquils ont à mettre
en uvre différents systèmes
Cette présentation a été réalisée à partir de
larges extraits dune présentation de David Emerson[10].
Regard S88/S95 sur le(s) cycle(s) de vie du système
de PRODUCTION
Jean Vieille
Consultant
4, rue des Ecrivains BP46 -
67061
Strasbourg cedex (France)
[email protected]
http://www.jvieille.homepage.com
Résumé
Au delà des aspects purement techniques de leur mise
en oeuvre, lapplication des normes S88 et S95 facilite une vision
globale et proactive de la gestion du cycle de vie du système de
production des entreprises manufacturières.
Ce cycle de vie saccorde sur 3 rythmes
fondamentaux : lingénierie des ressources de production, lingénierie
des produits et le programme de fabrication. Le découplage des
contraintes de ces 3 cycles est une condition essentielle pour la
réactivité du système de production de lentreprise.
Cette présentation propose une vision coordonnée de
ces cycles sous léclairage des normes ISA.
Introduction
Si lamélioration de la productivité demeure un
objectif incontournable (pour combien de temps encore ?) pour la
justification du capital investi, la prise en compte des besoins du
consommateur en tant quélément de la valeur ajoutée arrive à
présent au devant de toutes les préoccupations de lEntreprise. Le
principal moteur de cette évolution est la croissance exponentielle du
commerce électronique qui libère totalement la liberté de choix du
consommateur.
La survie et la performance de lEntreprise
reposent maintenant pour lessentiel sur sa capacité de réaction aux
besoins du marché et du client.
Il en résulte une concentration de lEntreprise
sur son cur de métier pour répondre de la manière la plus
appropriée possible à ces besoins ou ces attentes. Les logiques de
gestion des stocks et dinvestissement prévisionnel en ressources de
production seffacent au profit dune politique du Juste-à-Temps
dans laquelle la mobilisation des ressources nest plus une
contrainte, mais une tâche logistique au même titre que lapprovisionnement
des matières ou la livraison des produits.
Idéalement, lEntreprise qui veut introduire un
nouveau produit (ou adapter un produit existant) doit développer ce
produit « à capacité infinie » et mobiliser le moment venu
les ressources nécessaires dans son propre système de production ou
sur un marché en pleine ouverture dexternalisation (outsourcing) des
ressources de production. Si la situation ne semble pas idéale du point
de vue des coûts, elle est justifiée par le fait que le client est
prêt à payer plus cher le produit qui arrive le plus vite pour
satisfaire ses attentes et parce que le raccourcissement de la durée de
vie du produit ne permet plus de justifier les investissements
nécessaires en capital. Pour reprendre le discours de Michael Saucier,
Le cas limite est l « Entreprise de Produit »
en contact avec le consommateur qui paiera la totalité de la valeur
ajoutée. Elle conçoit les produits et organise leur fabrication pour
les délivrer dans les conditions de délais, coût et qualité
attendues par le marché et les clients, mais elle ne
« possède » aucune des ressources nécessaires pour
produire.
Dun autre côté, les Entreprises pourront
réorienter lexploitation de leur ressources de production pour les
mettre à la disposition dun marché dans lequel puiseront les
« Entreprises de Produit ». Ces « Entreprises
de Production » vont intervenir dans les processus de
fabrication selon les « fonctions processus » quelle
peuvent offrir, leur capacité et leur disponibilité. Ce schéma, qui
pousse à lextrême le principe de la sous-traitance, est déjà
classique dans certaines industries (Internet, Semi conducteurs,
electro-ménager
)
Dans ces conditions, le système de production est un
maillon essentiel dune « Entreprise virtuelle » composée
dentités multiples « Produits » et
« Production ». Pas seulement parce quil génère une
part importante de la valeur ajoutée (même si elle tend à diminuer),
mais surtout parce quil se trouve sur le chemin critique des
processus fondamentaux dactivité de la chaîne logistique. Ce
découplage des fonctions de production impose un pilotage
efficace :
Sur le plan tactique (traitement des ordres de
production)
Comme sur le plan stratégique (amélioration et
mise sur le marché de nouveaux produits)
Lingénierie traditionnelle, enfermée dans une
dépendance planifiée des cycles de conception du produit, de loutil
de production et de la planification opérationnelle de la production,
doit évoluer pour sadapter à ces nouvelles exigences.
Nous examinerons les apports des normes ISA S88 et
S95 dans la mise en uvre de lEntreprise ainsi remodelée.
Ces réflexions sadressent dabord aux
industries de processus et sappuient sur les idées qui prévalent au
sein des groupes ISA SP88 et SP95, partagées par dautres auteurs.
Ingénierie traditionnelle du système de production
En observant lexemple dun cycle en
« V » représentatif de lingénierie traditionnelle, on
observe que :
Les spécifications du processus sont un préalable
nécessaire pour développer le système de production qui ne peut
être qualifié quen fin de projet « one-shot »
Lensemble du système de production doit être
préalablement conçu pour répondre au design initial du
processus : toute variation du processus peut entraîner une
remise en cause du système. En généralisant, si le système de
production est conçu pour plusieurs processus, tous les éléments de
cette flexibilité doivent être définis préalablement à limplantation.
Mise à part une précédence chronologique, il nexiste
aucune interactivité avec la phase opérationnelle de la vie de linstallation :
on ne peut démarrer la production que lorsque toutes les fonctions
nécessaires ont été implémentées, le procédé est conçu
« pour durer », sa remise en cause est coûteuse et passe
par un cycle de complet dingénierie.
La sous-traitance représente un premier pas vers
le concept évoqué dans lintroduction. Mais elle est définie de
façon statique lors de lingénierie globale
Produit+Ressource : elle intervient souvent dans les processus
secondaires où elle est traitée « à capacité
infinie ».
Les trois cycles de vie du système de production
Dans cette étude, les contraintes qui lient le
système de production aux fournisseurs ne sont pas remise en cause, et
napparaîtront pas.
Nous venons de voir que lingénierie
traditionnelle des installations sappuyait sur les besoins
spécifiques et exclusifs du produit à fabriquer.
La vision binaire précédente (construction du
système pour le produit, fabrication du produit) ne permet pas à lEntreprise
de répondre à ses nouveaux défis. Nous devons mettre en oeuvre un
modèle de conception et de comportement du système de production qui
corresponde à de nouvelles exigences. En décomposant lingénierie
traditionnelle en deux éléments, on définit trois cycles de
base qui rythment la vie du système de production.
Lingénierie du produit qui décrit le
produit et ses règles génériques de fabrications :
Elle réagit aux besoins du marché en mobilisant la
fonction R&D.
Elle présente des phases de création et dexploitation
de durée très variables : souvent très courtes pour les biens de
consommation, très longues pour les produits pharmaceutiques.
Lenjeu peut être stratégique lorsquil sagit
daborder de nouveaux marchés, mais devient de plus en plus tactique
lorsque lEntreprise doit réagir à lévolution constatée de la
demande.
Lingénierie des ressources de production
Elle représente le processus de gestion des actifs
physiques du système de production et correspond à un cycle de vie
caractérisé par :
Une phase de construction relativement lourde qui
mobilise des capitaux importants
Une phase dexploitation très longue (parfois
plusieurs dizaines dannées)
Une justification dans une démarche stratégique
globale à long terme de lEntreprise.
Un sous-cycle de la Maintenance qui affecte les
performances, le coût dexploitation et la disponibilité.
Des spécifications en terme de capabilités,
mobilisation de main duvre et consommation dénergie
Le programme de production
Ses caractéristiques sont très variables selon le
type de production (continue, discontinue, discrète), avec une période
relativement courte en regard des deux cycles précédents. Il se
déroule de manière successive pendant toute la durée dexistence du
produit en sappuyant sur lingénierie du produit et sur les
ressources de production pour piloter les flux de matières.
Les objectifs fixés par la planification doivent
être accomplis par le système de production dans les meilleures
conditions de performance (qualité, coût, respect des délais).
Pilotage par le Marché et les Clients
Considérons à présent la façon dont ces cycles
interagissent face aux besoins du marché.
Si les procédés de fabrication sont à lorigine
de la conception initiale du système de production, lEntreprise
devra être capable de le faire évoluer dans des conditions
optimales lorsquelle mettra en uvre de nouveaux processus:
Soit par une évolution cohérente de ses propres
ressources,
Soit en organisant efficacement la mobilisation de
ressources externes.
Dans le premier cas, on cherchera à créer un
environnement favorable aux projets dingénierie en minimisant les
effets de lévolution sur les ressources non concernées. Le cycle de
vie sera déterminé par les contraintes traditionnelles de lingénierie.
Dans le second cas, le processus de fabrication se
déroulera partiellement ou totalement à lextérieur de lentreprise.
Le système est beaucoup plus réactif, tandis que la gestion des flux
logistiques et informatifs devient critique.
Sur la figure ci-dessous, on met en évidence
certaines dépendances :
La demande Stratégique du Marché pilote lIngénierie
Produit
Lingénierie Produit détermine lingénierie
des Ressources de Production
La planification opérationnelle répond à la
demande réelle ou prévisionnelle et détermine le Programme de
Production, lui-même représentatif de l état actuel de la
production vis-à-vis du demandeur (le Client)
Le programme de production sappuie sur Lingénierie
du Produit (Comment fabriquer) et sur lingénierie des Ressources
(quelles sont les ressources disponibles ?), il est contraint par
les deux.
Des cycles asynchrones traditionnellement dépendants
Le couplage entre les ingénieries du produit et des
ressources est un handicap pour lEntreprise Réactive. La figure
ci-dessous donne un exemple de déroulement des 3 cycles
:
La demande stratégique déclenche le lancement
simultané de 2 produits P1 et P2 et le développement des
ressources correspondantes R1 et R2.
La demande tactique (basée sur les commandes, les
prévisions et la disponibilité des ressources opérationnelles et
matières) déclenche les ordres de production.
On observe que :
Le programme de production ne peut évidemment sexécuter
que lorsque les modes opératoires et les ressources sont disponibles
Lingénierie des ressources est sur le chemin
critique de la mise sur le marché et suit généralement celle du
produit (cas du produit 2), mais elle peut la recouvrir partiellement
pour tenter de raccourcir le délais de mise sur le marché. On a pu
observer des situations ou lusine terminée navait rien à
produire suite à un abandon tardif du produit.
La phase opérationnelle de disponibilité des
ressources est généralement supérieure à celle du produit (produit
2), mais la situation inverse existe (produit 1).
Les fins de cycle du produit et des ressources
conduisent souvent à des situations dautant plus gênantes que les
cycles sont courts et nombreux.
Cet exemple est bien sûr très schématique :
les ordres de production sont successifs, les ressources sont affectées
spécifiquement aux produits.
LEntreprise réactive
Nous allons modifier le schéma précédent en
distribuant les rôles dans 2 entités coopératives sur le modèle de
Michael Saucier : lEntreprise de Produit et lEntreprise
de Production. Ce schéma ne présume pas nécessairement dune
scission juridique de lEntreprise qui se séparerait de son outil de
production, mais établit une nouvelle relation entre le domaine du
Produit et le domaine de la Production. Interne, externe ou réparti, le
système de Production est découplé du domaine du Produit et devient
un élément responsable de sa propre performance.
Les entreprises qui ont basé leur relation client
sur linteractivité « électronique » nous démontrent
spectaculairement les effets dune stratégie résolument orientée
vers le consommateur. Elle nest possible que si lEntreprise,
devenue sensible aux désirs actuels du consommateur, se donne les
moyens dy répondre dans les meilleures conditions. Le découplage de
la fonction de production et la mise en place dune relation de type
Client - Fournisseur dans les échanges devient le seul moyen de
parvenir à la réactivité nécessaire.
Côté Entreprise de Produit :
La demande stratégique, mue par les désirs du
Consommateur, pilote lingénierie du Produit.
Le programme de production sappuie sur des
ressources externes disponibles sur le marché auprès de multiples
entreprises de Production. Ces ressources sont mobilisées concurremment
pour les besoins du programme de production. Loptimisation du capital
investi dans ces ressources est sans objet.
Lingénierie des ressources de production nest
plus sur le chemin critique de la réponse à la demande du marché
Côté Entreprise de Production
Lingénierie des Ressources de Production sappuie
sur les besoins génériques du marché. (animé par les Entreprises de
Produit)
Le programme de production consolide les ordres en
provenance de multiples clients « Produit ».
Le savoir-faire de lingénierie Produit
(protégé), transmis avec lordre de production, nest pas
capitalisé (il peut être protégé).
Les trois types dEntreprise
On peut comparer les contraintes de ces 2 types dEntreprises
avec celles dune Entreprise intégrée classique (mixte).
LEntreprise de Produit :
Concentre ses investissements R&D
Gère une demande direct du consommateur et du
marché
Organise la chaîne logistique globale du produit
Le rendement du capital investi est directement
proportionnel à la valeur ajoutée et à la quantité fabriquée par
produit. Cette valeur ajoutée nest pas générée par lactivité
de production mais par la qualité de la relation avec le client et
le marché.
LEntreprise de production :
Définit sa stratégie dinvestissements en
équipements matériels vis-à-vis dune demande stratégique
« lissée » en ressources de production génériques
élémentaires et composées.
Veille à lutilisation optimale de ses ressources.
Organise la chaîne logistique autour de ses domaines
dintervention.
Le rendement du capital investi est directement
proportionnel
à loccupation de la ressource et à la valeur
ajoutée générée par lactivité de cette ressource.
LEntreprise traditionnelle « mixte »
doit quant à elle conjuguer tous ses talents pour trouver les compromis
qui valoriseront ses investissements et lui permettront de satisfaire le
marché et le client.
| |
Besoins du marché |
Capital Investi |
Base ROI |
|
Mixte |
Produits |
R&D
Ressources |
Vente du produit :
Valeur ajoutée / Produit*Quantité |
|
Produit |
Produits |
R&D |
Vente du produit :
Valeur ajoutée / Produit*Quantité |
|
Production |
Fonctions Processus |
Ressources |
Occupation Ressources :
Valeur ajoutée / Ressource*Temps |
Les nouveaux cycles de développement du système de
production
Fonctions Equipement et Processus
En regardant les Ressources de Production sous langle
des fonctions de base de Processus quelles assurent, nous pouvons
isoler du processus de fabrication du produit les fonctions
opérationnelles assurées par ces ressources :
Les ressources fonctionnelles ne sont plus
exclusives dun produit ni dune entreprise, elles assurent des
« fonctions déquipement » génériques
Ces « fonctions déquipement» doivent
correspondre aux « fonctions de processus » nécessaires
pour mettre en uvre les Processus de fabrication
La complexité de la fonction déquipement est
variable (S88 : de la phase élémentaire à la procédure
complète) et peut être considérée à plusieurs niveaux selon les
besoins.
On retrouve ici lun des fondements de la norme S88
qui sépare la Recette du contrôle des Equipemente et la notion de
segment produit/processus de la norme S95.
Cycles de développement itératifs
On doit également considérer une approche plus
souple de lingénierie qui ne doit plus figer les systèmes dans des
configurations devenue éphémères. Limagination prolifique du
marketing et de la R&D ne doit plus sopposer à la rigidité
implicite des projets dingénierie en adoptant une démarche
itérative de développement et damélioration :
des produits : création et modification des
processus
et des systèmes de production :
reconfiguration des ateliers, ajout et suppression des ressources,
évolution des capacités et des services des équipements
Les spécifications fonctionnelles forment ainsi un
point de convergence / divergence et une interface entre lingénierie
du produit et lingénierie des ressources de production. Les cycles
dingénierie sont ainsi découplés et décomposés en entités
plus facile à gérer.
S88 et les cycles de la production
Lun des fondements de la norme S88 est le
découplage des fonctions de léquipement et du processus de
fabrication. Elle saccorde donc parfaitement avec notre propos, même
si la norme limite elle-même son champ dapplication normal aux
processus « batchs ».
Ce concept prend tout son sens si lon intègre le
contrôle de léquipement dans lingénierie globale. Le modèle
physique S88 (ou sa généralisation S95) propose une décomposition
hiérarchique de linstallation. A chaque niveau, lautomaticien
peut attacher des « Eléments Procéduraux dEquipement ».
Ces fonctionnalités génériques du système de production, confinées
dans leur environnement respectif, forme le « langage orienté
processus » du système de production dégagé de ses
responsabilités vis-à-vis de la méthode délaboration du produit
fini.
Cette décomposition statique va évoluer avec lactif
physique (modification, installation, démantèlement des équipements)
sans remettre en cause lensemble du système.
La norme S88 se concentre sur lexécution du
programme de Production par un atelier déterminé ou « cellule de
processus ». Elle na pas été conçue a priori pour une
production distribuée dans laquelle plusieurs ateliers participeraient
à lélaboration globale du produit.
Toutefois, son modèle procédural pourrait très
bien évoluer vers une forme plus souple faisant intervenir plusieurs
cellules de processus.
Ingénierie du Produit :
La recette Maître décrit la méthode de fabrication
adaptée à latelier
Les recettes « Générale » et
« Site » doivent permettre de présenter le processus dune
façon générique (sans référence aux ressources particulières de
productions) tout en portant lensemble de linformation nécessaire
qui, combinée avec les données spécifiques des ressources cibles,
permettra de générer la recette « Maître » appropriée.
Le langage procédural PFC (S88.02) permet de
décrire la recette maître et les couplages avec les éléments
procéduraux déquipement (mais nest pas encore adapté aux
recettes générale ou de site)
Ingénierie des Ressources de Production :
Un modèle hiérarchique des ressources qui impose
une modularisation ordonnée du système de production. (précisé par
ASRID)
Les ressources intègrent les fonctions de processus
utilisables par les recettes
Programme de production :
La norme S88.02 propose une interface déchange
des recettes Maître et de Contrôle et du programme de production
destiné à la cellule de production. (basée sur des tables SQL)
Les prochains travaux pourraient porter sur les
sujets suivants :
Couplage normalisé avec les équipements
Transformation Recette Générale / Site ->
Recette Maître
Compatibilité avec la norme S95
Définition dune interface XML
S95 et les cycles de la Production
La norme S95 sattache à la formalisation des
échanges autour du système de production vers les autres domaines de lEntreprise.
Conçue pour sappliquer à tous les types de
production, elle nimpose pas de modèle dorganisation de lEntreprise
ni darchitecture du système de production. Elle suggère toutefois
un modèle physique de lEntreprise extrapolé à partir de la norme
S88 et une définition des fonctions et des flux dinformations basée
sur le modèle PRM (Purdue University Reference Model) publié par lISA.
Ingénierie du Produit
La définition du processus de fabrication fait appel
à des « Segments de Produit » qui contiennent toutes les
exigences en ressources de production. Ces segment sont définis avec
une granularité adaptée à la planification et au contrôle des
coûts.
Ingénierie des Ressources de Production
Le modèle de définition des ressources est
banalisé pour toutes les ressources : matières et énergie,
personnel, équipements.
Pas de structure imposée, mais le modèle permet déchanger
des éléments hiérarchisés
Lorganisation du système de production par
Segments de Processus correspond bien au concept de « Ressource
fonctionnelle de production ».
La mise à disposition en temps réel des
Capabilités du système de production permet une programmation
réaliste : disponibilité et utilisation, maintenance et pannes,
installation et désinstallation déquipements
Programme de production
Le programme de production contient des
« Segments de Produit » qui seront exécutés par des
« Segments de Processus » compatibles.
S88 et S95 : une consolidation nécessaire
On peut synthétiser les domaines de ces normes de la
façon suivante :
S88 :
Définition de la « Recette Générale »
pour lEntreprise de Produit dans le cas des processus batch
(extension possible aux processus discret et continus ?)
Organisation de la cellule de processus et
intégration de ses ressources fonctionnelles
Gestion des « Recettes maîtres »
exécutables par les Cellules de Processus sélectionnées. Ces Recettes
Maîtres pour lentité de Production peuvent nêtres que des
« Recettes Partielles » du produit destiné à la
consommation.
S95 :
Contrôle des flux dinformation entre les
systèmes de production (Entreprises de Production) et leurs donneurs dordre
(Entreprises de Produit)
Contrôle des flux dinformation entre les
systèmes de production et les domaines connexes (Maintenance, Qualité)
Les points de communication existent, et une
consolidation devrait permettre de faire converger les terminologies et
les modèles.
Conclusion
Mue par une compétition exacerbée et par la
dictature du consommateur devenu impérative avec le développement du
commerce électronique, LEntreprise invente une nouvelle répartition
des rôles et des activités que les systèmes dinformation doivent
supporter.
La pyramide « intégrée » CIM a
définitivement éclaté, des structures extrêmement réactives et
coopératives voient le jour pour répondre à une demande devenue par
nature imprévisible, bousculant certains axiomes de lingénierie et
de la planification prévisionnelle.
Lintelligence des concepteurs, des intégrateurs
et des Entreprises nous a déjà mis sur la voie : Les systèmes
sont à présent conçus sur des bases ouvertes et modulaires qui
devraient permettre une mutation adaptée à ces exigences.
Des travaux de standardisation importants sont en
cours aussi bien dans le domaine normatif traditionnel quau sein dassociations
professionnelles :
ISA SP88, SP95
ISO TC184 (10303 « STEP », 15531
MANDATE), CEN TC310 (ENV 12204)
IEC TC65 (61512, 61158, 61499)
CIMOSA, OAG, WFM, OPC..
W3C (XML)
Ils doivent être complétés, consolidés et soumis
au verdict de la mise en uvre.
Parmi ces travaux, la production des comités ISA
SP88 et SP95 matérialise des initiatives dun niveau moins
académique que pragmatique avec un souci dapplication immédiate.
Ingénierie Produit
Il faut impérativement faciliter le passage de la
conception des produits à la réalité industrielle.
La cohérence entre les données de base fournies par
la R&D, les données de planifications de lERP et les données dexécution
du système de contrôle est un enjeu fondamental, encore loin dêtre
bien compris par toutes les parties.
Le modèle S88 propose une vision de la
« Recette » sous plusieurs angles selon le stade de la
conception et son utilisation (Recettes Générale, Site et Maître),
mais ne les définit pas formellement et ne propose aucune règle de
transformation. La communauté des ERP ignore généralement tout de la
norme S88 qui na pas encore réussi à franchir son domaine originel
du contrôle de procédé.
Ingénierie des ressources
La norme S88 est focalisée sur les processus batchs
et doit prouver son universalité ou évoluer pour assurer la
représentation de toutes les fonctions opérationnelles de la
production. De plus, lentité supérieure réellement prise en compte
par la norme S88 est latelier (Process Cell), vision réductrice du
problème.
De son côté, la norme S95 présente toutes les
caractéristiques douverture nécessaires dans ce contexte, et reste
neutre dans la description des fonctions du procédé.
La seconde partie de la norme S95 définit des
attributs standards pour porter linformation, mais les propriétés
citées ne sont comprises que dans le cadre dun agrément entre les
parties.
Programme de Production :
Elément opérationnel et dynamique de lEntreprise,
ossature des flux dinformation de la chaîne logistique autour de la
fonction de production, le programme de production sappuie
directement sur les éléments plus statiques de lingénierie du
produit et des ressources et représente lensemble de la
problématique mise en évidence ici.
Futur
Lentreprise « sans délais » est
déjà sur la voie, et lon peut devrait observer une évolution à
plusieurs niveaux :
La banalisation de loptimisation logistique à
tous les niveaux de ressources : matières, énergie,
équipements, main duvre
Lextension des principes de la CRM aux échanges
avec le système de production, quil appartienne à lEntreprise
ou soit externalisé Dans ce dernier cas, le sous-traitant est un
partenaire opérationnel intimement lié au système de production vu
dans son ensemble.
On parle déjà de site « Portails »
Internet où les ressources de production seraient échangées
(SAP/Sequencia).
Lamélioration de la communication entre les
différents composants : Compatibilité des moyens de
communication, standardisation des formats de données. On ne devrait
plus parler dinterfaces ou dintégration Gestion-Production,
mais tout simplement de communication avec le système de production
(extension de lEDI ). 2 atouts importants devraient contribuer à
ce résultat :
o
La norme S95
qui sappuie sur un modèle généraliste conçu dans un esprit de
découplage conforme aux modèles SCOR (Supply Chain Operation
Reference : Plan, Source, Make, Deliver) ou AMR REPAC (Ready,
Execute, Process, Analyze, Coordinate).
o
Le langage XML
qui saffirme comme le meilleur media pour le dialogue entre
systèmes hétérogènes.
Rôle et Acteurs du Cahier des Charges
Mots clé
S95, ISA, MES, SCM, ERP, REPAC, XML, UML,
Intégration, E-Manufacturing,
resumé
Les contraintes de lindustrie pharmaceutique
imposent de formaliser les phases du cycle de vie des systèmes de
contrôle-commande. Cette approche devrait se généraliser pour
garantir la qualité des systèmes. Elle ne suffit toutefois pas à
garantir la qualité « fonctionnelle » du système sans une
implication profonde de lutilisateur dans la réalisation du cahier
des charges.
Nous présenterons ici la démarche et la méthode
utilisées pour lautomatisation dun atelier polyvalent
pharmaceutique (Rhodia à Holmes Chapel, Royaume Uni). Le cahier des
charges comporte de nombreux aspects, mais nous nous limiterons ici à
la spécification opérationnelle du système de conduite.
INTRODUCTION
La construction de linstallation est presque terminée, les bornes
dentrée/sortie sont en cours de câblage lorsqu lon réalise que
le projet est en retard. Dès les premiers tests, il est clair quil
sera impossible de terminer à temps, des milliers derreurs ou domissions
apparaissent. Le projet passe en mode panique.
Lintégrateur se met à travailler sans compter ses heures,
essayant dobtenir des informations, testant le logiciel applicatif,
recherchant les erreurs, essayant de sy retrouver dans lénorme
liste de commentaires et de modifications. Finalement, le logiciel est
livré avec un minimum de fonctionnalités indispensables pour permettre
le démarrage.
Doù vient le problème?
Ce nest certainement pas la faute du système
de contrôle : les systèmes modernes sont puissants, ils
peuvent faire tout ce que lingénieur automaticien est
susceptible de lui demander, sil est programmé correctement.
Il ne faut pas beaucoup de temps pour programmer
le système, si lon sait ce quil faut programmer
Si nous demandons aux programmeurs ce quil sest
passé, ils nous diront probablement :
Quils ont seulement programmé ce qui était
dans la spécification,
Que la spécification était fausse,
Que la plupart des erreurs provenaient des
changements ou des améliorations,
Quil y a eu de nombreux ajouts,
Quils ont passé le plus clair de leur temps
à rechercher des informations et à modifier ce quils avaient
déjà programmé,
Cycles de vie des projets
For heureusement, tous les projets ne tournent pas à
la catastrophe. Les méthodes de gestion de projet utilisée en
informatique sont à présent mises en uvre dans les projets dautomatisation,
avec pour résultat un suivi rigoureux et une meilleure maîtrise des
coûts et des délais.
Les contraintes particulières de lindustrie
pharmaceutiques qui doivent satisfaire les exigences cGMP (Current Good
Manufacturing Practices) de la FDA (Federal Drug Administration) ont
amené lISPE (International Society for Pharmaceutical Engineering)
à se pencher sur le problème en développant les règles du GAMP (Good
Automated Manufacturing Practices) basées sur lISO 9000-3.
Rôle du cahier des charges
Le cahier des charges (URS ou User Requirement
Specification) est létape initiale du cycle de vie dun système dautomatisation
dans laquelle lutilisateur final exprime ses besoins. Malgré cette
position déterminante dans le succès dun projet, il ne fait pas
toujours lobjet de soins aussi attentifs que la conception et la
réalisation qui doivent souvent pallier linsuffisance de lexpression
des besoins de lutilisateur.
En distribuant les rôles entre lutilisateur et lintégrateur
et en établissant des procédures adaptées, il est possible de
concevoir un système avec un minimum dimplication de lutilisateur.
Mais la démission de lutilisateur dans lexpression
initiale du besoin au profit dune validation a posteriori des
spécifications fonctionnelles réalisées par lintégrateur ne
garantit pas que lutilisateur obtient ce quil aurait voulu. En labsence
dune expression détaillée des besoins, cest la spécification
fonctionnelle que servira de base à la qualification opérationnelle de
linstallation. Lutilisateur doit alors se contenter de vérifier
les contre-sens fonctionnels à la lecture dune documentation
volumineuse et indigeste sur laquelle il sengage.
Evidemment, une telle démarche conduit à de
nombreuses modifications lors de la mise en service afin que les besoins
essentiels, exprimés ou non soient couverts par les fonctionnalités du
système.
Cest pourquoi il est important que le cahier des
charges décrive de façon exhaustive, détaillée et indépendante
du système toutes les fonctions attendues de ce système.
Role et acteurs du cahier des charges
Le cahier des charges remplit trois fonctions :
Spécification du système
Cest sa fonction la plus évidente.
Suffisamment détaillé et précis, expression conforme des besoins
de lutilisateur, il est le support efficace de spécification et
de la conception du système.
Support pour la recette du système
Si la recette du système nest confrontée quau
spécifications de lintégrateur, il subsiste une marge dinterprétation
qui peut conduire à des surprises lors du démarrage. Il est
essentiel que les tests de qualification sappuient sur le cahier
des charges qui fait abstraction des contraintes de limplémentation
pour exprimer le besoin réel. Lutilisateur qui a rédigé le
cahier des charges doit pouvoir sassurer de la conformité de linstallation
livrée.
Documentation du système en exploitation
Le langage utilisé pour la description
fonctionnelle au niveau du cahier des charges est naturel pour lexploitant.
Il a dailleurs participé à sa rédaction. Il est donc naturel dutiliser
ce document comme aide à lexploitation.
Ce point est très important : il justifie
à lui seul le travail important quil faut fournir pour obtenir
un document de qualité. Cest une garantie de cohérence totale
tout au long du cycle de vie.
Ceci impose bien sûr une gestion rigoureuse des
changements.
Deux catégories de personnes détiennent la
connaissance des fonctionnalités attendues du système automatisé
et seront confrontées aux comportements spécifiés:
Les ingénieurs procédé
Les exploitants
Lautomaticien napparaît pas ici. Pourtant,
dans de nombreux projets, il est le rédacteur exclusif du cahier des
charges. On peut invoquer les raisons suivantes :
Refus des premiers de simpliquer dans une
tâche qui leur semble hors de leur compétence.
Très grande expérience des seconds qui peuvent
produire des spécifications complètes qui seront comprises par
leurs pairs lors de la réalisation.
Il est vrai que dans certains cas, lautomaticien
a toutes les compétences requises grâce à son expérience dans le
métier et sur les équipements considérés. Mais ceci est de plus
en plus rare, et lon a même des difficultés à trouver des
automaticiens capables de maîtriser lensemble du système :
instrumentation, câblage, partie opérative, interface
homme-machine, acquisition et traitement des données
En pratique, il faut bien reconnaître quune
certaine expérience du contrôle de procédé est indispensable pour
mener à bien une telle tâche, et que lautomaticien doit intervenir
de toute manière pour garantir la cohérence des spécifications.
Contrôle des équipements et contrôle de procédé
Dans un tel contexte, il est encore plus important de
poser des règles précises pour la construction et la rédaction du
cahier des charges. En se basant sur des standards et des normes, on
dispose de bases solides que lon complètera par des directives
permettant dassurer la cohérence.
Les procédés Batchs sont réputés pour être parmi
les plus difficiles à contrôler parce quils disposent de multiples
états stables et parce que le procédé est rarement figé.
Lidée originale a été de séparer totalement le
contrôle des équipements du contrôle du procédé. La norme ISA S88 /
IEC 61512 a normalisé le contrôle des procédés Batchs, et la
séparation du contrôle des équipements du contrôle de procédé est
un de ses fondements.
On considère une installation industrielle comme le
fruit de lassemblage déléments mécaniques relativement
standards. Dans notre cas, en réunissant réservoirs, échangeurs,
sécheurs, tuyauteries, pompes, vannes
, on peut réaliser nimporte
quel type de procédé. En réunissant ces éléments en sous-ensembles
homogènes, on peut leurs associer des fonctionnalités élémentaires
totalement indépendantes du procédé de fabrication. Cest le
Contrôle des Equipements.
Pour exécuter et automatiser un procédé de
fabrication, on fait appel aux services de base des équipements en
décrivant des procédures qui seront exécutées manuellement ou
automatiquement : cest le Contrôle du Procédé.
Dans notre cas, le procédé lui-même nétait
même pas connu au moment de la conception du système !
Le cahier des charges se limite au contrôle des
équipements : le contrôle du procédé fait lobjet de projets
indépendants selon les produits à fabriquer. Lincidence de la mise
en uvre dun nouveau produit doit avoir des répercussions minimales
sur le contrôle des équipements : généralement, il sagira
simplement de sadapter à la nouvelle configuration matérielle
(ajout de nouveaux équipements, modification déquipements
existants).
Approche modulaire
Il est bien, difficile de suivre une approche
cartésienne, du général au détail pour définir lensemble dun
système automatisé. Une démarche analytique, a priori moins
élégante, savère beaucoup plus facile à appréhender.
RHODIA (à lépoque Rhône Poulenc), a mis au
poins la méthode ASTRID dont lun des objectifs est de proposer un
processus systématique pour définir des objets indépendants de petite
surface.
Cest également lune des bases de la norme S88.
ASTRID y apporte des règles et des mécanismes simples pour rendre le
découpage fonctionnel facile et compréhensible par des
non-automaticiens.
On peut présenter les 2 approches par le schéma
suivant :
Les objets physiques (S88 : Equipment Modules,
Control Modules ; ASTRID : Ressources) représentent les plus
petites entités matérielles reconnues par le système. On leur associe
des comportements génériques valables en toutes circonstances.
Les objets fonctionnels sont définis à partir des
services jugés nécessaires qui vont mettre en uvre un certain nombre
dobjets physiques.
Au niveau supérieur du Contrôle de Procédé
(modèle procédural), on décrira les enchaînements des objets
fonctionnels nécessaires pour que latelier fabrique le produit
demandé (manuellement ou automatiquement).
Une méthodologie simple pour le contrôle des
équipements
La méthode propose une démarche simple et
rigoureuse :
Mise en évidence des entités physiques
(groupements élémentaires déquipements) sur les
schémas : les Ressources
Spécification des Ressources
Définition des fonctions élémentaires par
analyse des flux
La démarche est donc résolument
« Bottom-Up ». En partant de linstrument, on peut
représenter le schéma suivant
Les différentes parties du cahier des charges
fonctionnel
La documentation du cahier des charges
comprend :
Philosophie du Contrôle-Commande : pour
situer le projet et les contraintes, besoins généraux et les
données de base du projet.
Description des objets génériques : Chaque
objet physique ou fonctionnel est défini en termes génériques
pour être utilisé par de multiples instances
Description des instances des objets :
chaque objet est défini en associant un objet générique à un
équipement


Les alarmes et verrouillages de sécurités
« non contextuels » traités sur une base combinatoire
et pouvant dépendre du procédé de fabrication.
Documentation complémentaire : Tous les
détails de la sémantique de la description, des mécanismes de
base, pour assurer la cohérence et la compréhension des
spécifications
Résultats et problèmes
Les points négatifs
La méthode, basée sur des éléments très concrets
du procédé lui-même et faisant largement appel à la conception
orientée objet, a été mal perçue au départ par léquipe système
de conduite de lengineering et du site.
Ceci nous a obligé à pousser très loin la
formalisation des règles sémantiques utilisées pour la description
fonctionnelle et la description des mécanismes de base de coopération
entre objets. Cette documentation devrait toutefois être réutilisable
pour dautres projets, et elle a permis de préciser de nombreux
points non documentés de la méthode.
Létablissement dune spécification
fonctionnelle utilisateur détaillée demande un travail très important
en lui-même : cest autant de temps de gagné pour la
réalisation. Dans notre cas, la réalisation par des non-automaticiens
et en plusieurs équipes a sensiblement allongé le temps de rédaction
des spécifications avec de nombreuses reprises pour assurer la
cohérence de la documentation (mise en page, style des expressions,
noms des variables, répartition fonctionnelle entre objets
)
Les points positifs
La méthode a été remarquablement acceptée par léquipe
chargée de la spécification fonctionnelle. Cette équipe était
composée de trois chefs de quart dexploitation et de deux
ingénieurs procédé, guidés par une expertise adéquate.. Il na
pas été possible de mobiliser des automaticiens pour cette tâche.
Les spécifications se sont révélée extrêmement
claires et dépouillées par rapport à ce que lon aurait pu craindre
dune équipe dautomaticiens : seuls les problèmes réalistes
sont traités, les simplifications sont admises et validées par la
qualité même des rédacteurs. De plus, la méthode définit des
mécanismes qui prennent en charge un grand nombre de verrouillages de
sécurités
Lutilisateur connaît parfaitement ce quil peut
attendre du système et nen demandera pas autre chose. Les tests
de qualification seront exécutés face aux besoins exprimés et non aux
besoins compris, ce qui doit éliminer un certain nombre de
modifications lors de la mise en service.
Conclusion
Le cahier des charges accompagne toute la vie du
système de conduite. Sa maîtrise par les concepteurs du procédé et lexploitant
est déterminante aussi bien lors de la construction que pendant lexploitation
des installations.
Les spécialistes du procédé et de lexploitation
sont les acteurs principaux de la rédaction du cahier des charges du
système de conduite avec le support de lautomaticien. Il est
important de prendre de la distance avec limplémentation, ce qui est
très difficile pour le spécialiste.
Dans notre cas, les apports essentiels de la méthode
ASTRID et de la norme S88 ont permis une prise en charge totale de la
spécification par les véritables acteurs du cahier des charges et une
simplification notoire. Le découplage avec lautomaticien sest
révélé très enrichissant. Lastuce a fait place au pragmatisme et
à la simplicité.
Intégration Production- Entreprise : La norme
ANSI/ISA S95
|
Jean Vieille
4, rue des Ecrivains
BP46
67061 Strasbourg cedex
+33 (0)3 88 25 12 75
+33 (0)6 11 62 52 61
[email protected]
jvieille.homepage.com |
|
|
Mots clé
S95, ISA, MES, SCM, ERP, REPAC, XML, UML,
Intégration, E-Manufacturing,
résumé
La continuité de la chaîne logistique à travers le
système de production pose de nombreux problèmes liés aux
différences culturelles et technologiques.
En définissant la terminologie et les flux de
données des fonctions périphériques du système de production, la
norme ANSI/ISA S95.01 développe un modèle pour léchange des
données de production : règles de fabrication, état des ressources et
information de production.
Au delà de la justification d'une intégration
adaptée du système de production, la conférence traitera de l'origine
et des modèles de la norme, de ses relations avec les autres normes ou
modèles et des travaux en cours.
INTRODUCTION
Pour suivre la mode, le titre de cette communication
aurait pu être « Entrez dans lère de lE-manufacturing ».
Mais il sagit plus que dune mode.
Aiguillonnée par la « dictature » CRM,
imposée par les lois folles de lInternet, la réactivité de lentreprise
est une priorité pour ceux qui veulent augmenter leurs parts de marché
et leur profits ou simplement survivre. Cette contrainte restera pour
longtemps au-devant des préoccupations stratégiques de lEntreprise
Il y a déjà longtemps que lEntreprise ne se
place plus elle-même au centre du monde en faisant plier ses
fournisseurs et en saccommodant des exigences de ses clients. Membre
dune chaîne logistique, elle met en uvre des solutions adaptées
aux transactions commerciales interactives et à la maîtrise des flux
matières principaux.
Le système de production pose des problèmes
particuliers et nest pas toujours pris en compte dans une démarche doptimisation
logistique.
Lintégration des systèmes de production et de
gestion est loin dêtre un sujet nouveau, mais elle demeure un
challenge face à un bilan peu convainquant :
La rigidité de lintégration
« dure » des modèles CIM des années 70 a laissé des
traces, et les découplages daujourdhui offrent des solutions
aux interfaces floues et difficiles à maintenir.
La maturité technologique des systèmes dinformation
est longue à venir, même si les progrès sont rapides. La puissance
des systèmes augmente rapidement, mais les méthodes nen tirent
pas toujours le meilleur parti.
Mais les aspects techniques noffrent plus
aujourdhui de difficultés majeures. Les différence culturelles
entre les métiers de la production et de la gestion, la diversité
des contraintes et des approches dun type dindustrie à lautre
sont la source des principaux problèmes.
Cest ce constat qui a été à lorigine du
développement de la norme ANSI/ISA S95.
Dans la suite de lexposé, lensemble du
système dinformation du système de production est appelé
« Contrôle ». Ce terme correspond à lusage anglophone
et reste compréhensible en Français.
défis de lEntreprise et
systèmes dinformation
Lentreprise doit continuellement :
Répondre aux changements du marché
Répondre aux changement de la technologie
Réduire les craintes du changement
Réduire les perturbations sur lactivité ou la
perception par les partenaires des perturbations engendrées par le
changement
Gérer les coûts
Comment faire face à ces contraintes ?
Deux facteurs sont particulièrement
importants :
Une bonne information est un préalable pour de
bonnes décisions. La qualité de linformation réside autant dans
son contenu qui doit être adapté à lusage que dans la façon
dont elle est obtenue est diffusée
Le personnel doit être attentif et intéressé aux
performances de la production
Rôle du système dinformation :
Le système dinformation intégré doit
permettre :
De gérer efficacement les données :
Validité, Format, agrégation en méta-données, Collecte et
traitements automatisés, Mise à disposition dans un temps compatible
avec les besoins (« temps réel »)
Doptimiser le coût total de possession :
Ressources, Actifs, Capitaux
De réduire les risques :Amélioration de la
flexibilité, de la compétitivité, Adaptation plus facile au
changement
Problème !
Linterface entre système de production et de
gestion réunit des communautés disparates :
La communauté du Contrôle de Production maîtrise
la complexité des problèmes de latelier, Les autres fonctions de
lEntreprise lui sont pour la plupart étrangères
La communauté de la gestion industrielle est à laise
dans ses problèmes de planification et de comptabilité, les système
de contrôle de production lui apparaissent plutôt comme une boite
noire.
Figure 1 : Problématique de l'intégration
Face à cette situation, on identifie besoins suivants :
Réduire le temps nécessaire pour les utilisateurs
pour atteindre la pleine production de nouveaux produits.
Permettre aux vendeurs de développer les outils
appropriés pour intégrer les Systèmes de Contrôle dans lEntreprise.
Permettre aux utilisateurs de mieux identifier
leurs besoins.
Réduire le coût de lautomatisation des
processus de gestion de la production.
Optimiser la "Chaîne dApprovisionnement"
de lutilisateur.
Réduire leffort dingénierie du cycle de vie
Objectifs de la norme S95
Lambition de la norme S95 est de réduire les
difficultés de lintégration du système de contrôle de la
production. Face à ces problèmes, les objectifs sont les
suivants :
Etablir un vocabulaire commun aux différentes
stratégies de production
Proposer une vue commune des problèmes
Construire un modèle commun
Définir les structures de données
Obtenir rapidement ces spécifications
La norme S95 sadresse à ceux qui sont :
concernés par la conception, la réalisation et lexploitation
des installations de production
responsables de la spécification dinterfaces
entre les systèmes de contrôle de procédés quels quils soient
et les autres systèmes de lentreprise
concernés par la conception, la création, le
marketing et lintégration de produits utilisés pour réaliser ces
interfaces
Application
La norme :
Peut être utilisée pour améliorer la capacité dintégration
existante des Systèmes de Contrôle dans le Système dEntreprise.
Peut être appliquée sans considération du degré dautomatisation.
Favorise une bonne intégration des Systèmes de
contrôle dans le Système dEntreprise
pendant tout le cycle de vie de ces systèmes.
Cette norme na pas pour objectif :
daffirmer quil nexiste quune seule voie
pour lintégration des Systèmes de Contrôle dans le Système dEntreprise
de forcer les utilisateurs à abandonner leurs
pratiques courantes pour gérer lintégration
de restreindre ou de contraindre les
développements des systèmes dintégration
Domaines dapplication de la norme S95
Comment une telle norme peut-elle couvre un large
spectre de systèmes de production : fabrication sur stock ou à la
commande, conception à la commande, Kanban, fabrication répétitive,
continue ou batch ?
Figure 2 : Typologie produit
Pour répondre à cet objectif, la norme :
considère les processus de gestion séparément
des processus de fabrication
définit linformation sans imposer les processus
de traitement de linformation.
Figure 3 : Stratégies de production et Logistique
Contenu de la norme S95
Purdue Reference Model for CIM
(Purdue
Enterprise Reference Architecture www.pera.net)
Pour conduire ses travaux, le groupe SP95 sest
appuyé sur un modèle dentreprise élaboré.
Le PRM a été développé à le fin des années 80
à luniversité de Purdue (USA) par un consortium de vendeurs, dutilisateurs
et duniversitaires. Ce projet était conduit par le Dr. Theodore
Williams, membre du comité SP95 et ancien président de lISA. Il
définit plusieurs modèles utilisés pour décrire lensemble dune
entreprise de production, des éléments du rapport final sont inclus
dans la norme S95.01.
Le modèle hiérarchique de la planification et du
contrôle
propose un découpage conventionnel par niveau des
fonctions de lentreprise vues de la production dans un contexte
opérationnel. Il a permis de positionner clairement linterface et a
établit la base des travaux du groupe SP95.
Figure 4 - modèle hiérarchique de la planification
et du contrôle
Domaines S95
Sur ce modèle, la norme S95 définit linterface
entre les niveaux 3 et 4 :
Figure
5 Domaines S95
Domaine S95.01 : Modèles & Terminologie
La première partie de la norme définit :
LÉtendue du domaine de contrôle
manufacturier
LOrganisation de lactif physique de lEntreprise
manufacturière.
Les Fonctions concernées par linterface
entre les domaines du Contrôle et de Gestion de lEntreprise
LInformation qui est partagée entre les
fonctions de Contrôle et les fonctions dEntreprise
Domaine S95.02 : Structures de Données et
Attributs
La seconde partie de la norme définit:
Les attributs des objets décrits dans la partie 1
Les structures de données pour échanger linformation
objet définie dans la partie1
Points particuliers :
Indépendance vis à vis de la technologie du
support de linformation
Pas de protocole imposé
Pas de format imposé pour les données
Domaine S95.03 : Modèles des activités de
production
La troisième partie de la norme définit les
modèles des activités à lintérieur du niveau 3 du modèle
hiérarchique PRM :
Figure 6 Domaines S95.03
Modèles et définitions
Plusieurs modèles sont utilisés pour décrire les
concepts de lintégration :
Chaque modèle précise une vue particulière du
problème de lintégration
Ces modèles révèlent des niveaux de détail
croissants
Modèle Hiérarchique des Activités
Modèle des Flux de données entre Fonctions
Catégories dInformation
Modèles Objets
Figure 7 : Définition des modèles
Définition des domaines
Le Domaine détermine sur qui repose la
responsabilité. On distingue le domaine du Contrôle des autres
domaines de l Entreprise.
Une fonction appartient au domaine du Contrôle si
elle :
Est utile aux opérateurs pour faire leur
travail
Est critique pour assurer la conformité à la
réglementation.
Est critique pour la sûreté des installations
Affecte la phase opérationnelle de la vie
de l installation (par opposition à sa conception, sa
construction ou son démantèlement)
Identification des flux
Le modèle des flux dinformation permet définir
les échanges et leur contenu.
Figure 8 - Le modèle PRM des flux dinformation
Catégories dinformation identifiées
Les flux dinformation sont classés par
catégories. Les diagrammes de VENN sont utilisés pour illustrer les
recouvrement entre les différentes catégories dinformation.
Figure 9 : Catégories d'information
Objets du modèle
Les objets suivants ont été définis :
|
PRODUCTION CAPABILITY INFORMATION |
Production capability
Personnel Model
Equipment Model
Material model
Process Segment Model |
|
PRODUCT DEFINITION INFORMATION |
Product segment
Manufacturing bill |
|
PRODUCTION INFORMATION |
Production schedule
Production request
Production performance
Production response |
Exemple : Modélisation de la capacité de production
Figure 10 : Modèle UML de la Capacité de Production
La capacité est définie dans le temps et selon ses
caractéristiques :
Figure 11 : Définition de la Capacité
La norme S95.02 propose les attributs suivants (pour
lobjet « Capacité de Production »
|
Attribute Name |
Description |
Examples |
|
ID |
Defines a unique instance of a production capability for a
specified element of the equipment hierarchy model [Part 1 Section
5.2] (enterprise, site, area, process cell, production line, or
production unit). |
1999/12/30-HPC52.01.02 |
|
Description |
Contains additional information and descriptions of the production
capability definition. |
"One days production capability for the East Wing
manufacturing line." |
|
Location |
An identification of the associated element of the equipment
hierarchy model.
Zero or more as required in order to identify the specific
scope of the production capability definition. |
East Wing Manufacturing Line #2 |
|
Element Type |
A definition of the type of associated element of the equipment
hierarchy model. |
Production line |
|
Time Period |
The date and time range over which the production capability is
defined. |
1999-12-30 11:59 -to-
2000-01-01 12:00 |
Le Langage XML
(voir
par exemple www.xml.com/pub)
Développé par le consortium W3C, le langage XML
étend aux données les caractéristiques du langage HTML de description
de pages. Alors que le langage HTML est dédié à la communication
entre la machine et lhomme, le langage XML permet aux ordinateurs de
dialoguer entre eux. Indépendant des systèmes, il saffirme de plus
en plus comme le medium de communication privilégié de la Supply
Chain.
Le comité SP95 a démontré lutilisation du
langage XML pour limplémentation pratique de la norme S95., Lexemple
partiel ci-dessous, basé sur les schémas BIZTALK, concerne la
capacité de production. Ces "Schémas" peuvent être
interprétés facilement et permettent denrichir les messages en
toute transparence.
Conclusion
Développée dans un esprit pragmatique par des
acteurs diversifiés, la norme S95 offre une voie vers la maturité de
la communication avec le système de production. Après les interfaces
dédiées et propriétaires des systèmes MES ou des extensions
manufacturing des ERPs, elle présente une vision complète et un cadre
précis pour la définition et la mise en oeuvre des interfaces.
L'Automatique à la fin du millénaire.
Projet pour le rapport annuel du Club 18 de la SEE
Les origines de l'Automatique
Lors de la découverte de l'électricité, des
séances d'électrisation volontaires démontraient sa réalité et sa
puissance. Rien de tel pour l'Automatique qui n'est pas une science
fondamentale de notre univers physique, mais un élément primordial de
la vie de tous les jours.
L'Automatique a toujours fait partie de notre vie.
Dès que l'on influence la façon dont une activité est modifiée par
un événement extérieur sans intervention manuelle, on fait de
l'Automatique : Le piège qui se referme sur l'animal attiré par un
appât, le réservoir de la chasse d'eau qui se remplit sans déborder
après chaque utilisation, c'est de l'Automatique.
Ce dernier quart de siècle a vu la naissance de
nouveaux métiers dédiés à l'Automatique, rapidement impliqués dans
l'évolution des technologies de l'information : Contrôle de Procédé,
Régulation Automatique, Cybernétique, Robotique, Productique,
Domotique
Nous n'utiliserons ici que le terme
"Automatique", sensé couvrir tous ces métiers.
Au début, les électriciens et les
micro-mécaniciens (voire les horlogers), assuraient le développement
et la maintenance des systèmes de contrôle des équipements de
production. Les électriciens sont devenus des Automaticiens et
les micro-mécaniciens des Régleurs ou Instrumentistes.
Les uns ont câblé des relais électromécaniques puis développé et programmé
les Automates Programmables. Les autres ont étalonné les
capteurs et actionneurs analogiques, réglé les dispositifs de calcul
pneumatiques, hydrauliques, électroniques puis conçu et configuré
les Système Numériques de Contrôle Commande. Aujourd'hui, on ne parle
plus que d'Automaticiens. La technologie et le départ à la retraite
des pionniers achèvent lentement la convergence des deux types de
systèmes.
La situation technologique
Au seuil du nouveau millénaire, la technologie a
connu des progrès spectaculaires :
Les microprocesseurs toujours plus puissants ont
pris le relais des systèmes pneumatiques, hydrauliques,
électromécaniques ou électroniques analogiques.
Les réseaux informatiques offrent des capacités
de communication en constante augmentation, à comparer aux tubes de
cuivre ou plastique et aux liaisons électriques utilisés autrefois
pour véhiculer linformation.
La régulation du niveau d'eau d'une chaudière au
Vietnam assurée par deux hommes, l'un surveillant la colonne
transparente de l'indicateur de niveau, l'autre manuvrant la vanne
d'eau, les deux communiquant par le son du gong ne peut être comparée
au contrôle complexe des chaudières de nos centrales modernes.
Pourtant, ces progrès n'ont pas encore transformé
radicalement la conduite, la sûreté et la flexibilité des
installations et ont même eu des conséquences néfastes sur la façon
de concevoir lautomatisme :
Les dispositifs mis à disposition de l'opérateur
pour superviser le fonctionnement des unités ont une efficacité
ergonomique souvent inférieure aux tableaux de commande d'autrefois.
Les comportements de lautomatisme dans les
situations anormales sont difficilement compensés par l'opérateur
mal informé par une information surabondante et insuffisamment
traitée.
La conception rigide de lautomatisme limite la
flexibilité inhérente du système physique de production et les
évolutions du procédé nécessitent des modifications profondes de lautomatisme.
L'ingénierie du système de contrôle-commande,
libérée de la plupart des contraintes matérielles par le logiciel,
a perdu beaucoup de sa rigueur. Les modifications ne sont pas gérées
et la qualité du système se dégrade rapidement.
Ces remarques ne s'appliquent bien sûr pas à tous
les systèmes existants, mais la situation ainsi décrite est largement
majoritaire. Parmi les causes de cette situation, le décalage entre
l'évolution de la technologie et son assimilation pratique par les
hommes. Pour y faire face, la réduction du temps de travail offre
l'occasion de consacrer une part beaucoup plus significative à la
formation continue.
L'Automatique intégrée
La technologie continuera à évoluer, et il est
difficile d'imaginer les moyens utilisables pour construire les
automatismes de demain. Les grands axes sont tracés et nous sommes au
début d'une révolution culturelle plus importante que la technologie
elle-même : La fin de ce millénaire a vu la naissance de l'Automatique
industrielle et des technologies de l'information qui ont permis son
développement. Le début du prochain millénaire sera celui de sa
maturité.
Lautomatisme ne sera plus une entité autonome,
mais fera partie intégrante du système de production. On distinguera
le contrôle des équipements du contrôle du procédé de fabrication
lui-même, les entités de contrôle communiqueront entre elles de
façon simple et standardisée
Le rôle de l'automaticien au sens strict va
décroître. Il ne sera plus seul pour concevoir et maintenir les
composants d'automatisme du système de production. L'Automatique
devient partie intégrante des métiers qu'il supportait autrefois
Grâce à lAutomatique, l'opérateur ne sera
plus un exploitant critique et insatisfait, mais un acteur fondamental
du système de production dans ses phases de conception,
d'exploitation et de maintenance et un participant responsable aux
objectifs de l'entreprise.
Cette révolution a commencé, les travaux en cours
fournissent déjà une matière importante utilisable :
La norme IEC 61158 (réseaux de communication et
bus de terrain), au-delà des conflits d'intérêt qu'elle a fait
naître, apporte au concept de "Bus de Terrain" des notions
de communication évoluée qui préfigurent l'ossature de la
communication à l'intérieur du système de production
L'OPC (OLE for Process Control, interopérabilité
des applications distantes) agissant en dehors de la normalisation,
vise à fournir l'ensemble des services nécessaires pour assurer le
transfert de l'information entre composants. Elle s'appuie sur la
technologie Microsoft, mais son succès est tel que l'OAG travaille
sur une implémentation compatible CORBA.
La norme IEC 61131-3 (Langages de programmation
pour lAutomatique) définit des langages puissants qui libèrent la
créativité des concepteurs de composants d'automatisme de base
La norme IEC 61512 / ANSI-ISA S88 (Contrôle des
procédés par lots), développée initialement pour les procédés
discontinus, propose un modèle conceptuel qui sépare le contrôle
des équipements (indépendant du produit à fabriquer, basé sur les
ressources physiques du système de production) du procédé lié au
produit à fabriquer. On peut considérer ses concept comme un niveau
supérieur de l'automatisme capable de piloter les composants
élémentaires attachés aux équipements.
La norme ISA S95 (intégration Système dEntreprise
Système de contrôle) prend acte de la spécificité du système
de production et propose un modèle d'intégration qui facilitera
entre autres la communication de lautomatisme avec l'Entreprise
dans son ensemble.
On peut schématiser le chemin à accomplir par la
figure suivante :
Le système de production automatisé peut être
analysé sous les 3 composantes suivantes :
La capabilité est l'aptitude à exploiter
les ressources de l'unité pour fabriquer le produit désiré :
Capacité et Fonctionnalités. L'Automatique en est le vecteur
indispensable, la plupart des processus de production ne peuvent être
exécutés entièrement manuellement.
La flexibilité est l'aptitude du système
de production à exploiter des procédés de fabrication différents
sans reconception du système. L'exploitation manuelle est idéale
sous cet angle. Dans le meilleur des cas, l'Automatique
"classique" restreint les facultés inhérentes du système
de production. Dans le pire des cas, l'installation est
"mono-produit".
La complexité de l'Automatique est le prix
à payer pour supporter la capabilité et la flexibilité du système
de production.
L'Automatique intégrée doit assurer la flexibilité
et supporter la capabilité inhérente du système de production d'une
façon simple.
Conclusion
L'Automatique atteint l'âge de raison. Elle n'est
plus le domaine réservé de l'automaticien débordé par des
responsabilités hors de son propos, le facteur perturbant des
démarrages, le siège des dysfonctionnements. L'Automatique s'intègre
réellement dans l'ingénierie, chaque acteur du projet y prend sa part
de responsabilité.
L'Automaticien va-t-il disparaître ? L'informatique,
qui a évolué beaucoup plus rapidement, nous montre une spécialisation
accrue de métiers. Seuls ceux qui font un effort considérable pour se
maintenir à niveau avec l'état de la technologie survivent.
L'Automatique est un domaine beaucoup plus calme, mais cette
spécialisation est déjà dans les faits : ergonomie du poste de
conduite, réseaux, sûreté de fonctionnement, câblage, instruments,
réglage
L'Automaticien homme-orchestre capable d'intervenir dans
tous les aspects du système a déjà disparu.
A coté de ces spécialistes
"technologiques", on ne trouvera plus d'ingénieurs
d'applications capables d'appréhender toutes les contraintes du
procédé, mais au contraire des spécialistes du procédé capables de
définir les besoins d'Automatique et de les mettre en uvre.
Aujourd'hui déjà, les systèmes qui donnent
satisfaction sont ceux dont les applications ont été réalisées sous
la responsabilité directe du site de production, et non délégués
sans directives et contrôles précis aux intervenants extérieurs. La
rédaction des spécifications et la validation prennent une part de
plus en plus importante dans les projets. Lindustrie pharmaceutique,
par ailleurs relativement peu automatisée, est pionnière dans ce
domaine avec des projets rigoureusement encadrés par les
recommandations FDA ou GAMP. Le groupe de travail "Spécification
de la conduite des Systèmes de Production » de
lEXERA travaille également sur ce sujet.


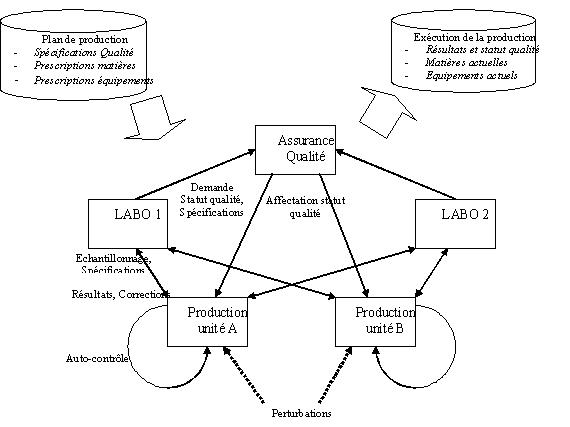

















{kind=link}