Guide Technique de
préhension par le vide
Les avantages
de la manipulation par
ventouse font de cette
technique de préhension la
solution à envisager en
priorité.
AVANTAGES
Fiabilité
Simplicité
Aucun risque de
dommage pour le produit
Préhension par une
seule face
Grandes cadences de
transfert
Coût faible
Montage et
démontage rapide
Préhension de tous
types de produits
Peu d'entretien
LIMITES
Précision du positionnement
Ratio capacité de
levage/surface de
préhension, limité
Produit très poreux
SECURITE
SAPELEM est très exigeant
sur la sécurité, et vous
rappelle quelques règles à
respecter sur :
le coefficient de
sécurité
la matière
les efforts
dynamiques
la manipulation
verticale
l'altitude
|
|
Principe de fonctionnement d'une
ventouse :
La ventouse est activée par la
différence de pression entre l'intérieur
(vide) et l'extérieur (atmosphère). La
ventouse pourra ainsi manipuler des
pièces d'un poids de quelques grammes a
plusieurs tonnes suivant son diamètre.
 |
Correspondance des unités :
1 atm = 1,013 bar = 1013 mbar
1daN/cm²
101,3 kPa
760 mmhg
|
Capacité de
levage
Force d'arrachement : F = (Patm
- Pv) x S1
Capacité de levage : C max =
1,03 x ΔP x S2
Capacité de levage d'une
ventouse ronde : C max = 0,81 .
ΔP x D²
Calcul du diamètre d'une
ventouse : D = 1,11 x (C/ ΔP)0,5
Exemple :
En théorie, pour lever une
charge de 100 kg, avec un niveau
de vide de 80%
D=1,11 x (100/0.8)0,5 = 12,4 cm
|
ABREVIATIONS
F : force d'arrachement
Pv : pression ventouse
Patm : pression atmosphérique
S : surface utile
.P : dépression
D : diamètre
C : capacité de levage théorique
|
| Nota
: 0,81 bar = 80% de vide = 80
Kpa = 600 mm hg |
UNITÉS
U : Vide en %
F : Newton
Pv : Pascal
Patm : Pascal
S2 : cm2
S1 : m2
.P : bar
D : cm
C max : kg
|
Les capacités de levage des
ventouses varient de façon significative
par rapport
au calcul théorique, du fait de :
- La nature du
produit :
- L'état de surface
:
- La surface utile
de la ventouse
- Forme
(dimensions) du produit
- La déformation de
la ventouse est influencée par
- le niveau de
vide
- la force
exercée
- la forme de
la ventouse
- la matière de
la ventouse
Ces différents paramètres sont la
raison d'existence d'un coefficient de
sécurité obligatoire pour la manutention
par le vide.
SAPELEM représente la France au
Comité Européen de Normalisation, et la
norme EN 13155 établi par le CEN/TC 147
indique que :
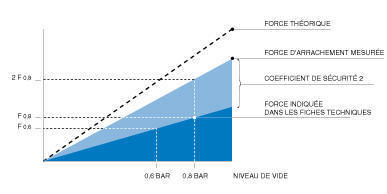
Les systèmes de préhension par le
vide doivent être dimensionnés pour
maintenir au moins 2 fois la charge
maximale dâutilisation à la limite de la
plage utile de niveau de vide pour tous
les angles dâinclinaison
Ce coefficient de sécurité de 2
couvre une partie seulement des
incertitudes (état de surface, etc…).
Les points suivants doivent faire
l'objet d'une approche spécifique.
Les matières utilisées influent
considérablement sur la capacité de
levage d'une ventouse. Les performances
correspondant aux 4 matériaux les plus
utilises, sont indiquées dans chaque
fiche technique (voir section suivante).
Selon la formule F = M x A (Force =
Masse x Accélération), il ne faut pas
négliger les efforts dynamiques induits
par les déplacements et qui doivent
s'ajouter au poids du produit. Critère a
surveiller de près en cas de fortes
accélérations, transferts, pivotement…
La force d'arrachement augmentera alors
de manière significative.
En manipulation verticale, la
ventouse travaille en friction. En
première approche, pour tenir compte du
coefficient de frottement, Sapelem
conseille de majorer le coefficient de
sécurité, qui passe à 6. Il faut donc
diviser par 3 les valeurs indiquées dans
les tableaux de forces des fiches
techniques de présentation.
Par exemple, pour une ventouse
indiquée a 12 kg en manutention
horizontale, la capacité de levage en
manipulation verticale devient 12/3 = 4
kg.
Cela a pour effet dâaugmenter la taille
de la ventouse.
En cas de problème avec la taille de
la ventouse, il est nécessaire de
mesurer le coefficient de frottement
ventouse / produit manipulé pour définir
la taille exacte minimum de la ventouse.
 Les
techniciens SAPELEM se tiennent à votre
disposition pour vous aider dans cette
détermination. Les
techniciens SAPELEM se tiennent à votre
disposition pour vous aider dans cette
détermination.
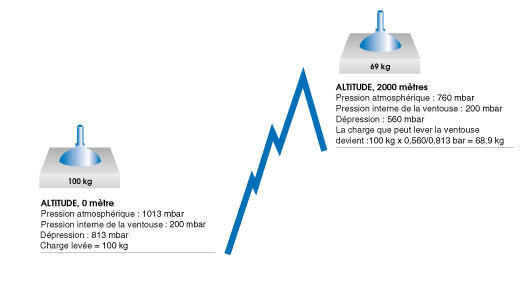
Avec l'altitude, la
pression atmosphérique diminue. Si la
pression reste la même dans la ventouse,
la capacité de levage de celle-ci
diminue.
Compte
tenu de tous ces paramètres, l'exemple
de la page précédente avec :
-
une ventouse en nitrile
-
une dépression de 810 mbar max.
-
une limite inférieure de plage de
dépression a 600 mbar (seuil de
déclenchement de l'alarme)
-
un coefficient de sécurité de K = 2
et une accélération négligeable
Le calcul
du diamètre devient :
D = 1,11 x (KxC/u)0,5 =(2x100/0,6)0,5 =
20,3 cm (et non plus 12.4 cm)
|
Choix du nombre de ventouses
Produits déformables ou fragiles :
Si le produit risque d'être déformé
par la ventouse, mieux vaut utiliser
plusieurs ventouses de petites tailles
ou des ventouses à butées.
Produits poreux ou surfaces irrégulières
Les matières poreuses induisent une
fuite dans les produits. Le niveau de
vide dans la ventouse (et donc sa
capacité de levage) diminuera (F = k.U).
Des tests sont donc à effectuer afin
de confirmer le choix des ventouses et
du générateur de vide.
SAPELEM
et son réseau de distributeurs se
tiennent à votre disposition pour les
effectuer.
Poids du produit :
Le nombre de ventouses sera aussi
déterminé par le poids à manipuler et la
capacité nominale de chaque ventouse.
Attention : Les
capacités de levage sont issues de
mesures réelles, effectuées dans des
conditions précises évoquées ci-dessous.
Il convient donc de tenir compte des
aspects de sécurité, d'efforts
dynamiques, d'altitude,… pour corriger
ces valeurs
|
|
Nitrile |
|
Ø
10 |
0,2 |
|
Ø 20 |
0,9 |
|
Ø 34 |
2,7 |
|
Ø 53 |
5,8 |
|
|
Conditions de mesures
- capacité de levage en kg
- niveau de vide 80 %
- sur tôle sèche
- force statique,
perpendiculaire à la surface
- niveau de la mer
- coefficient de sécurité 2
|
Influence
du niveau de vide :
La capacité de levage dâune ventouse
(donc le nombre de ventouses a utiliser
pour lever un poids donné) est
directement proportionnelle au niveau de
vide utilisé.
Pour obtenir la capacité de levage
d'une ventouse, à pression différente de
0.8 bar indiquée dans les tableaux,
utiliser la proportionnalité capacités
de levage / niveau de vide :
(C 0,6/ C 0,8 ) = (ΔP 0,6 / ΔP 0,8)
Exemple : si à 0.8 bar la capacité de
levage de la ventouse est de 12 kg, à
0.6 bar elle devient :
C 0,6=(12x(0,6/0,8) = 9 Kg
Les
techniciens SAPELEM se tiennent à votre
disposition pour vous aider dans cette
détermination.
Produits souples :
Le nombre de ventouses doit être
suffisant pour garantir une bonne
planéité du produit manipulé.
|
Choix du
type de ventouses:
Nombre de soufflets :
Le nombre de soufflets dépend à la
fois du type de produits à lever et du
type de machine
utilisée.Pour les produits fins et
déformables susceptibles de présenter
une surface de préhension
non plane il sera préférable dâopter
pour des ventouses à 1,5 soufflet
minimum
Pour les produits rigides présentant
une surface de préhension parfaitement
plane le choix
se portera vers des ventouses plates.
De même si le manipulateur possède
une faible précision dâarrêt en position
il conviendra
de compenser cette imprécision par des
ventouses à soufflet.
Pour les manutention avec fortes
accélérations et/ ou mouvement avec la
pièce en position
verticale, il conviendra de choisir des
ventouses suffisamment rigides (1/2
soufflet ou plate).
Butée :
La butée interne de la ventouse possède
deux fonctions principales :
-
Sur
les produits minces : Elle permet au
produit de venir en appui sur une
face plane de
-
manière a limiter la déformation et
éviter la casse des produits
fragiles
-
-
Sur
les manipulateurs avec fortes
accélérations : Elle agit comme
patin de frottement entre
-
la
pièce et la ventouse, limitant ainsi
les risques de glissement relatif
Raccord :
Il existe deux technologies de fixation
pour les ventouses :
Raccords cannelés pour ventouses
moulées amovibles
|
Principe : |
La ventouse est simplement
encliquetée sur le raccord |
|
Avantages : |
Changement rapide sans outil
Economie du raccord lors du
changement |
|
Utilisation : |
Produits légers
Manutention horizontale
|
|
Choix : |
Se référer aux fiches techniques
des ventouses amovibles
|
|
Fixation : |
Mâle ou femelle |
|
Taille : |
T0 à T4 |
|
Raccordement : |
M5, 1/8, ¼, 3/8 |
Raccords vulcanisés sur
ventouses moulées
|
Principe : |
La ventouse est vulcanisée sur
le raccord après opération
dâadhérisation. |
|
Avantages : |
Parfaite étanchéité
Parfaite tenue mécanique de la
ventouse |
|
Utilisation : |
Manutention de charges lourdes
Manutention verticale ou
pivotement
Installation avec vide auto
régulé ou réserve de vide
|
|
Choix : |
Pour ventouses Ø>25mm |
|
Fixation : |
Mâle ou femelle |
|
Taille : |
Suivant ventouse |
|
Raccordement : |
M5, 1/8, ¼, 3/8 |
Le diamètre de passage dans le
raccord doit être suffisant pour
permettre le passage du débit de
vide, pour vos applications sur
produits poreux pensez a notre raccord
T3G
Matière :
L'optimisation du rendement et de la
durée de vie de vos ventouses dépend
également
de la matière.
Voir les tableaux ci-dessous.
Les matières standard et spéciales
Depuis de nombreuses années, SAPELEM
a développé un large choix de matières
afin de répondre a tous les besoins.
Tous nos modèles sont disponibles en
matières
standard (tenues en stock).
Certains modèles sont
réalisables en matières spéciales.
Veuillez nous contacter
pour conditions de faisabilité.
En utilisation, la ventouse subit
des contraintes physiques, chimiques et
mécaniques.
En fonction de ces paramètres, une
matière sera mieux adaptée qu'une autre.
|
|
Matières standard |
Matières spéciales |
|
Silicone |
Nitrile |
Caoutchouc naturel (parablond) |
Polyur
éthane |
Nitrane |
Nitrile
auto extinguible |
EPDM |
Viton |
Silicone détectable |
|
Symbole matière |
SI |
NBR |
NR |
PU |
|
NPR |
EPDM |
|
SI |
|
Référence Matière |
10 |
20 |
30 |
40 |
24 |
29 |
55 |
60 |
12 |
|
Température d'utilisation (°C) |
-50 à 200 |
-10 à 80 |
-10 à 60 |
0 à 60 |
-10 à 60 |
-10 à 60 |
-30 à 100 |
-5 à 230 |
-50 à 200 |
|
Couleur |
Blanc |
Noir |
Beige |
Gris |
Bleu |
Marron |
Jaune |
Noir |
bleu |
|
Dureté shore A(+-5)Din 3555 |
52 |
55 |
42 |
60 |
60 |
60 |
60 |
70 |
52 |
|
Physique |
|
|
Usage général |
 |
 |
|
|
|
|
|
|
 |
|
Etat de surface irrégulier |
|
|
|
|
|
|
|
|
|
|
Manutention de produits chauds |
|
|
|
|
|
|
|
|
|
|
Produits chauds sans contact
avec du silicone |
|
|
|
|
|
|
|
|
|
|
Pas de trace sur le produit |
|
|
|
|
|
|
|
|
|
|
Produits alimentaires* ou
délicats |
|
|
|
|
|
|
|
|
|
|
Chimique |
|
|
Etincelles; projections de
soudure |
|
|
|
|
|
|
|
|
|
|
Résistance au processus de
nettoyage |
|
|
|
|
|
|
|
|
|
|
Graisses alimentaires |
|
|
|
|
|
|
|
|
|
|
Produit aqueux |
|
|
|
|
|
|
|
|
|
|
Hydrocarbures, huiles |
|
|
|
|
|
|
|
|
|
|
Acides** |
|
|
|
|
|
|
|
|
|
|
Alcools** |
|
|
|
|
|
|
|
|
|
|
Mécanique |
|
|
Gaz (ex: ozone) |
|
|
|
|
|
|
|
|
|
|
Abrasion |
|
|
|
|
|
|
|
|
|
|
Produits souples ou déformables |
|
|
|
|
|
|
|
|
|
|
Produits cylindriques |
|
|
|
|
|
|
|
|
|
|
Glissement cisaillement |
|
|
|
|
|
|
|
|
|
|
Résistance mécanique |
|
|
|
|
|
|
|
|
|
Légende :
bien adapté
Moyennement adapté
pas adapté
*Silicone spécifique pour industrie
alimentaire de 32 à 50 sh
**Etant donné la diversité des Acides et
des Alcools existants, n'hésitez pas à
nous contacter pour vos applications
spécifiques
Autres matières
sur demande :
Pour des applications très
spécifiques, SAPELEM est en mesure de
produire vos
ventouses dans des matières dont les
caractéristiques sont décrites ci
dessous :
|
Matière |
Référence |
Couleur |
Application
spécifique
|
Capacité de
levage
|
Silicone carboné
|
15
|
Noir
|
Conductibilité
|
Cf. Silicone
|
Silicone haute
T°
|
19
|
Blanc
|
Résiste à 250°C
en continu
|
Cf. Silicone
|
Nitrile carboxyté
|
25 |
Noir
|
Résiste à
l'abrasion
|
Cf. Nitrile
|
Nitrile
Alimentaire
|
27 |
Blanc
|
Huiles et
Graisses
|
Cf. Nitrile
|
|
Butyl |
50
|
Noir
|
Acides et
Alcools
|
Cf. Silicone
|
|
Epychloridrine |
99
|
Gris
|
Hydrocarbures
|
Cf. Nitrile
|
|
|