|
Méthodologie : Les différentes phases de conduite d'un projet
2.7 La passation de commande
Une fois le fournisseur choisi, il faut rédiger le texte de la commande. Pour les équipements spécifiques, il est conseillé de prendre comme texte de base le cahier des charges de consultation, amendé de telle façon qu'il devienne le cahier des charges de commande. Les amendements apportés correspondront à la traduction en termes de moyens de ce qui a été précédemment exprimé en termes de besoins.
Pour les équipements standards d'un fournisseur, un chariot gerbeur par
matériel choisi assortie éventuellement de quelques paramètres (hauteur de levage, charge utile, etc.) et des options retenues.
À ces documents techniques, seront joints les documents administratifs et financiers mis à jour ; avec, en particulier, un calendrier d'exécution détaillé ayant reçu l'accord de tous les participants. remonter
3. LA DIRECTION DES TRAVAUX
La direction des travaux consiste à vérifier la qualité des études d'exécution
d'abord et la qualité des réalisations ensuite, fabrication en
usine et montage sur site. Ce contrôle surveille, également, le
respect des échéances, du planning.
Pour certains contrôles, il est fortement conseillé de se faire assister par un organisme spécialisé. Certains organismes, comme par exemple les
APPAVE
ou le CETIM, ont des équipes rompues à la vérification des calculs de structures de palettier. Il serait dommage de ne pas exploiter leur grande expérience.
Au début de la période de réalisation, des réunions de coordination seront organisées entre les différents intervenants du projet. Elles permettront de concilier en permanence les exigences de chacun et procéder éventuellement à des constats contradictoires avant même la période des essais de réception. Ainsi, par exemple, est-il primordial, dans un projet mettant en uvre des chariots à grande hauteur, que les caractéristiques du sol soient compatibles avec les exigences des chariots grande hauteur et des
palettier. Des réunions communes des fournisseurs de ces trois lots sont indispensables. Le contrôle de respect du planning est grandement facilité par l'utilisation de la méthode PERT qui s'est fortement démocratisée et automatisée ces dernières années. En effet il existe de nombreux progiciels dits de "conduite
de projet" qui sont d'un coût relativement modique et qui sont utilisables sur la plupart des micro-ordinateurs de type PC.
Dans la grande majorité des projets, certains lots prennent du retard. Si le planning initial est tendu, il est probable que le chemin critique ne concernera plus les mêmes tâches qu'à l'origine. Des progiciels, comme ceux évoqués, après une remise à jour des seuls délais modifiés, calculeront automatiquement le nouveau chemin critique. Cela permettra au chef de projet d'exercer, en priorité, sa vigilance sur les tâches qui le nécessitent.
Le chapitre suivant est consacré à ce sujet. remonter
4. LES RECETTES
Dans certaines industries, on utilise plutôt le terme de réception, L'étymologie de ces deux mots est la même. Une recette est le constat contradictoire qu'une fourniture correspond bien au cahier des charges de commande et qu'elle est donc « recevable ».
4.1 Recettes usine et recettes site
Les opérations de recettes ont lieu en deux phases : les recettes usine (on dit quelquefois aussi « recettes plate-forme »! qui se passent avant que la fourniture ne quitte l'usine du fournisseur et les recettes site qui se passent chez le client final.
Les essais usine doivent être aussi complets que possible. Si le calendrier de réalisation a pris un peu de retard par rapport aux prévisions, la tentation est grande de raccourcir cette étape pour effectuer la livraison chez le client au plus tôt. Céder à cette tentation dégrade un peu plus le planning, En effet plus tôt un défaut est découvert moins il coûte d'y remédier. Le défaut n'aura perturbé, matériellement ou psychologiquement, ni le client ni les autres participants au projet. De plus, les équipes intervenant sur le défaut auront à leur disposition toutes les facilités de leur environnement habituel (outils, conseils, etc.). Ils n'auront pas non plus à subir le stress imposé par l'impatience des futurs exploitants. L'élimination du défaut sera ainsi beaucoup plus rapide.
Les essais site seront réservés aux essais qui n'auront pu avoir lieu en usine, par manque de place par exemple, et aux essais d'ensemble mettant en uvre des fournitures d'origines diverses.
Il est à noter que certains essais concernant plusieurs prestataires peuvent être judicieusement effectués sur la plate-forme de l'un ou de l'autre avant les livraisons sur le site final. Cette remarque s'applique notamment aux essais de communication entre équipements d'automatisme et équipements informatiques. L'apparition de protocoles de communication standards n'a pas totalement éliminé, autant qu'on aurait pu l'espérer, les laborieuses mises au point.
remonter
4.2 Les cahiers de recette
Pour la recette usine comme pour la recette site, l'ensemble des vérifications doit être décrit dans des «
cahiers de recette ». La teneur de ces cahiers aura
cahiers auront été complètement rédigés pendant la phase d'éludé et de
II est important que la définition des essais à réaliser et les éludes de réalisation se fassent simultanément car le rédacteur sera ainsi parfaitement imprégné de son sujet. Cela est particulièrement vrai pour tout ce qui touchée la fourniture de logiciels d'application.
Pour certaines familles d'équipements, il existe des procédures d'essais normalisées. Elles ont été mises au point par un collège de fournisseurs au soin du
SIMMA (le Syndicat des Industries de Matériels de
MAnutention) comme, par exemple, les mesures de performances des transstockeurs. À la suite d'un cahier de recette, se trouvent des fiches d'anomalies. Lors de la découverte d'un défaut pendant les essais, ces fiches permettront de noter rapidement ses caractéristiques et le contexte dans lequel il a été mis en évidence. Cette procédure facilite les remises en ordre
vous évite d'oublier des défectuosités qui ne manqueraient pas de réapparaître plus tard, de façon plus ou moins opportune. Elle permet également de gérer de façon rigoureuse la levée des réserves.
Brochure SIMMA en bas
de page
4.3 La rédaction des cahiers de recette
La question est souvent posée de savoir qui doit rédiger ces cahiers. Ils peuvent être rédigés par le maître d'ouvrage ou par son maître d'uvre. Ils ont à décider si la fourniture est acceptable ; ils doivent donc savoir quels tests ils
veulent voir pratiquer.
Ils peuvent aussi être écrits par le fournisseur. Personne mieux que lui-même ne connaît les points délicats de ses équipements ou de ses logiciels ; il est donc le mieux placé pour déterminer les essais les plus utiles. Les opposants à cette dernière solution soupçonnent plus ou moins implicitement le fournisseur d'avoir la tentation de « tricher » et de cacher les points faibles de sa prestation. Un fournisseur a toujours intérêt à satisfaire son client et cela, le plus tôt possible ; il s'agit donc d'un mauvais
procès d'intention.
La solution la meilleure semble donc être la rédaction des cahiers de recette par le fournisseur avec une relecture par les maîtres d'uvre et d'ouvrage. Ces derniers apporteront des compléments éventuels si besoin en était.
remonter
4.4 Recette provisoire et recette définitive
La recette provisoire est prononcée lorsque les essais de recette ont été positifs et qu'il ne subsiste plus que des réserves mineures n'empêchant pas le début de l'exploitation. Resteront éventuellement les réserves concernant la
disponibilité car les mesures de celle-ci ne peuvent se faire que
pendant l'exploitation.
La recette définitive est prononcée au bout d'une période allant
de trois mois à un an si toutes les réserves ont été levées. Si les réserves
n'ont pas été levées à cette date, la recette définitive est néanmoins
acquise pour autant que l'exploitation soit variable. Le client est financièrement
dédommagé de la gêne que représentent les dernières réserves
par une somme a prélever sur la retenue de garantie. Le montant de cette somme est fixé à l'amiable entre
le fournisseur et le client. Si l'exploitation n'était pas
possible, il ne s'agirait plus alors de réserve mineures et les
services contentieux auraient à intervenir.
Cette notion de recettes provisoire et définitive est une procédure héritée de l'ancien code des marchés publics. Les dernières éditions de ce code ne comportent plus qu'une seule recette, avec ou sans réserve. Le législateur a ainsi voulu protéger les fournisseurs contre les abus de certaines administrations qui manuvraient pour ne jamais libérer le montant de la garantie, sous des prétextes plus ou moins fallacieux. Néanmoins beaucoup de contrats privés conservent cette disposition de recettes provisoire et définitive.
remonter
5. LES TRANSFERTS
différencier le transfert de propriété et le transfert de responsabilité. Le transfert de propriété est effectif quand tous les paiements convenus ont été réalisés. Sur ce point il y a unanimité.
Mais le plus souvent les derniers paiements ne surviennent qu'après une certaine période d'exploitation, pour pouvoir mesurer certains types de performances ou pour mesurer la disponibilité de l'installation.
Cela revient à dire que, dans ces cas, le client va
exploiter un équipement qui ne lui appartient pas. Il y a donc lieu de veiller à ce que la responsabilité du propriétaire, à savoir le fournisseur, soit dégagée en cas d'incidents ou d'accidents dus à
l'exploitation. Il est rare que ce point soit traité
convenablement.
6. LA MISE EN EXPLOITATION
Pour qu'une mise en exploitation soit parfaitement réussie et que la montée en cadence ne s'éternise pas il y a quelques règles à respecter. La formation des exploitants et des agents de maintenance doit avoir eu lieu à la bonne date ; ni trop tôt pour ne pas favoriser les oublis, ni trop tard bien sûr. Lorsque le personnel concerné fait déjà partie de l'entreprise, il est très souhaitable que la partie théorique de la formation ne soit pas dispensée sur le site même. Sinon, des sollicitations permanentes des interlocuteurs habituels empêcheront les formés d'être suffisamment disponibles et concentrés. Cette remarque s'applique tout particulièrement aux équipes de maintenance.
La date de mise en exploitation doit être bien choisie également et ne pas avoir lieu trop tôt, notamment avant un déverminage sérieux des logiciels. En effet, si les exploitants découvrent des imperfections encore trop nombreuses, ils auront du mal à faire confiance à leur nouvel outil. Un certain phénomène de rejet pourra alors être observé qui sera bien long et difficile à
maîtriser par la suite. remonter
7. LA DISPONIBILITÉ
7.1 Définitions
La disponibilité est l'une des composantes de la sûreté de fonctionnement, à côté de la sécurité, la fiabilité, la maintenabilité, la survivabilité et la crédibilité. La définition de la disponibilité donnée par la norme NF X 60 500 est la suivante: «Aptitude d'une entité à être en état d'accomplir une fonction requise dans des conditions données, à un instant donné ou pendant un intervalle de temps donné, en supposant que la fourniture des moyens extérieurs nécessaires soit assurée ». La disponibilité d'un équipement est bien sûr une qualité primordiale puisqu'elle permet l'exploitation.
La disponibilité est fonction de la fiabilité et de la maintenabilité. La fiabilité est « l'aptitude d'une entité à accomplir une fonction requise, dans des conditions données, pendant un intervalle de temps donné ». La maintenabilité se définit « dans des conditions données d'utilisation, comme l'aptitude d'une entité à être maintenue ou rétablie, sur un intervalle de temps donné, dans un état dans lequel elle peut accomplir une fonction requise lorsque la maintenance est accomplie dans des conditions données avec des procédures et des moyens prescrits ».
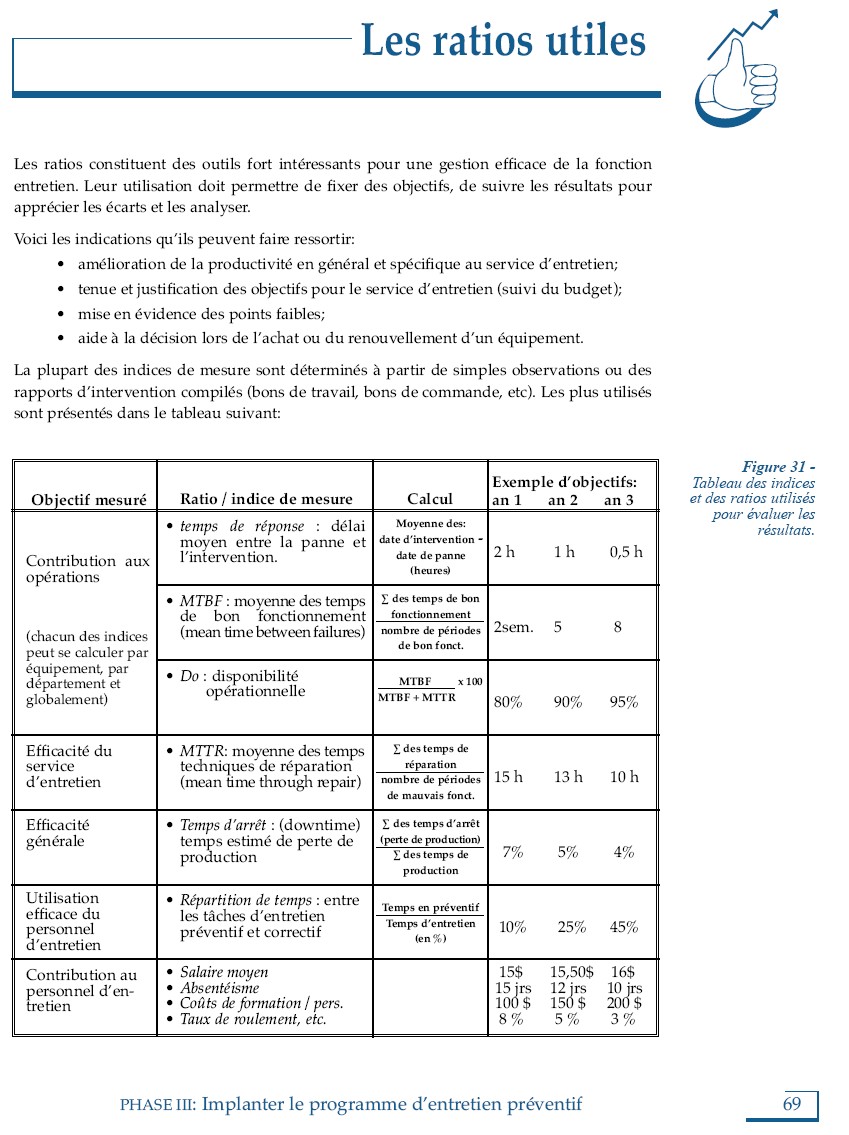
La maintenabilité est définie par le MTBF (Mean
Time Between Failure) ; c'est-à-dire la moyenne des temps séparant
l'apparition de deux pannes consécutives. (Voir
aussi tableau ci-dessous) La maintenabilité est
définie par le MTTR (Mean Time To
Repair) ; c'est à dire la moyenne des temps de réparation.
Quelques liens de développement en maintenance : http://www.inria.fr/rapportsactivite/RA98/model/fonde_sdf.html http://www.pps.jussieu.fr/~rifflet/tolerance1.html http://www.theses.ulaval.ca/2001/19524/19524-PARTIE.html#Heading343 remonter
La disponibilité est donnée par la formule : D = MTBF / (MTBF + MTTR).
(Voir
aussi tableau ci-dessous)
Elle indique qu'un équipement peut avoir une bonne disponibilité soit en tombant rarement en panne, mais le dépannage prenant un certain temps ; soit en souffrant des pannes plus fréquentes, mais avec des temps de réparation très courts. Bien sûr la meilleure
disponibilité sera atteinte avec, simultanément, une bonne
fiabilité et une bonne maintenabilité.
Le SIMMA a édité une note technique très claire sur ce sujet.
Autres lien en bas de page.
La survivabilité est l'aptitude d'un équipement à « produire quand même » malgré certaines défaillances. C'est la qualité d'une installation qui n'est pas paralysée à la moindre panne.
remonter
7.2 la mesure de la disponibilité
Les exigences en disponibilité ont été données dans le cahier des charges de la car il faut prendre la peine de noter toutes les pannes et leur durée, alors
même que la priorité est plutôt donnée au dépannage qu'aux
travaux d'écriture. Bonne foi, car certaines pannes sont dues à
une mauvaise exploitation et
ne sont pas de la responsabilité du fournisseur. Bonne foi encore, car la durée de la panne dépend grandement de la compétence de l'agent de maintenance du client, de sa disponibilité et de sa diligence.
Le suivi des équipements comme des transstockeurs automatiques, qui sont raccordés au système informatique, sera, en partie, fait par celui-ci. En partie seulement car il sera indispensable de saisir à la main des commentaires sur les causes réelles et sur le détail des temps d'intervention. remonter
Documents
et liens: http://www.simma.com/version4/p_2_01.asp?Langue=francais&Haut=p_2_02.asp&Bas=p_2_03.htm Charte
rayonnages et normes.
http://www.simma.com/version4/francais/quifaitquoi/p_4_08.htm
http://www.simma.com/version4/francais/presentation/p_4_06.htm
Résumé
: Cette brochure a été réalisée par un groupe de travail
rassemblant les CRAM, l'INRS, des constructeurs et le syndicat des
industries de matériels de manutention (SIMMA).
Elle est destinée aux constructeurs et aux utilisateurs pour les
aider à prendre toutes les dispositions, notamment dès la
conception, pour garantir la sécurité du personnel lors de la
construction, l'exploitation et la maintenance des rayonnages.
Ce document est disponible en texte intégral ci-dessous sur le
site (taille du fichier : 1570 ko)
Date
: 2001
Référence : ED 771
Collection : Edition INRS
../normes/document_ed771_rayonnages_metalliques.
PDF  (rappel: en page 12
petit détail sur le
(rappel: en page 12
petit détail sur le
cahier
des charges vu en page Index: etapes_entrepot_documents_normes)
Voir
aussi : machines
sécurité normes
 29/05/2003
29/05/2003
Les
CRAM, exemple du club prévention:
http://www.cram-normandie.fr/entrepri/risque/prevent/index.html
remonter
21.05.2008 15:21:38
|


{kind=link}
{kind=link}