|
2. L'ORGANISATION DES PRÉLÈVEMENTS
Les quatre types
de solution suivants sont envisageables. Il est possible, et souvent
même recommandé, d'en mettre plusieurs en place simultanément pour des
familles et/ou des classes de rotation distinctes. Le choix entre ces
différentes organisations n'est, bien sûr, pas toujours indépendant
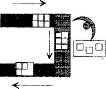
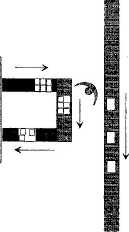
du mode de stockage qui aura été retenu. La figure 12.1 montre ces quatre
types d'organisation.
2.1 Le se déplace vers les articles
11 peut se déplacer
par ses propres moyens ou être embarqué sur un engin approprié. Les
critères de ce choix seront l'étendue du magasin, les débits et les
caractéristiques des articles.
Ce mode de prélèvement
est généralement conseillé pour les références qui tournent peu et ne
justifient donc pas des investissements élevés.
Le déplacement à
pied du préparateur devant les casiers est un mode élémentaire qui ne
nécessite aucun équipement, sauf un chariot à pousser ou un
transpalette à tirer, électrique ou non. Cet engin servira à rassembler
les articulés prélevés pendant la tournée.
Ce type d'organisation est adapté à des commandes concernant peu d'articles,
de dimensions et de poids modestes, stockés dans des meubles de rangement
de taille convenable.
Il est souvent à conseiller pour les articles de la classe « C »,
dans une zone bien définie du magasin.
La hauteur de prélèvement conseillée ne doit pas excéder 1,60 mètre
(max. 1,70 m).
La
largeur d'allée, si elle
n'est pas déterminée par les engins qui approvisionneront le magasin,
sera d'un mètre minimum. Pour une organisation prévoyant que deux préparateurs
puissent travailler dans la même allée, pour qu'ils puissent se doubler
ou se croiser, il faudra prévoir une largeur de l'ordre de deux mètres.
Si les accès sont un peu plus fréquents et si les horaires des réapprovisionnements
et de préparation sont les mêmes, on peut envisager d'affecter l'allée
uniquement aux prélèvements. L'approvisionnement des casiers se fera
alors par l'allée située à l'arrière. Cette disposition convient particulièrement
bien dans le cas des casiers de stockage dynamique. Pour des accès fréquents,
d'autres types d'organisation qui seront vus plus loin sont plus efficaces.
Le préparateur peut aussi se déplacer à l'aide d'engins. Ces solutions
sont adaptées à tous les cas où le volume des lignes est très sensiblement
inférieur à la taille du conditionnement de rentrée en stock pour les
références de la classe « C ». Si, par exemple, les palettes rentrant
en magasin sont composées d'une trentaine de cartons et que les lignes
ne font en moyenne qu'un seul carton, ce type d'organisation s'impose.
remonter
Les équipements dévolus à ce type d'activité sont très nombreux :
les voiturettes électriques et les chariots préparateurs sans
levée pour tous les prélèvements devant s'effectuer jusqu'à 1,60 mètre
les chariots préparateurs basse levée pour atteindre des hauteurs
jusqu'à 2,8 mètres
les chariots préparateurs moyenne levée qui permettent des prélèvements
à 7 ou 8 mètres
les chariots préparateurs à haute levée qui autorisent des prélèvements
à plus de 10 mètres
les chariots dits « combinés » ou « combis » destinés, comme leur
nom l'indique, à la fois à la manutention des palettes et aux opérations
de picking
à grande hauteur, pouvant aller au-delà de 12 mètres (max. 14 m)
les transstockeurs dits « manuels » ou « semi-automatiques » pour
des hauteurs de 8 à 30 mètres.
Les largeurs d'allées correspondant
à ces différents équipements sont éminemment variables : 3 à 4 mètres
pour des chariots à basse levée que l'on souhaite voir se croiser, et
éventuellement faire demi-tour dans une allée de travail ; 1,7 à 1,9
mètre pour des chariots à haute levée ou « combis » évoluant dans les
allées étroites ; et 1,3 à 1,4 mètre pour les transstockeurs. voir aussi
le courriel
allée voie circulation
Ce type d'organisation convient bien à des stockages très denses pour
des références des classes « A » et « B » et de petites taille. Dans
ce cas, ce sont les palettes, les conteneurs ou les tiroirs qui se déplacent
automatiquement. Ils se présentent devant le préparateur qui est a poste
fixe, et retournent à leur position de stockage pour laisser la place
à de nouveaux articles, une fois les prélèvements effectués. Les équipements
conçus pour ce type d'activité sont adaptés à la taille et au poids
des articles.
remonter
Parmi les équipements standards, on trouve :
les armoires rotatives pour les petits objets, comme les composants
électroniques ou les articles d'écriture
les carrousels à axes verticaux pour des éléments du même type ou
un peu
plus volumineux, comme des sous-ensembles électromécaniques, des
pièces détachées
les mini-transtockeurs pour tout ce qui peut être stocké dans des
tiroirs ou
dans des bacs de 50 à 100 litres
les transstockeurs automatiques pour tout ce qui est stocké sur palettes
ou
dans des conteneurs d'un encombrement équivalent.
À côté de ces équipements standards, il existe toute une gamme d'équipements
très spécifiques de certaines industries. Il en est qui sont étudiés
pour le stockage des rouleaux de moquette, d'autres pour le stockage
des flans de tôle ou de profilés métalliques de grande longueur, etc.
L'adoption de ce type d'organisation implique que le temps de présentation
des articles au préparateur soit compatible avec une activité normale
de ce dernier.
L'automatisme ne doit pas ralentir le
travail. À ce problème il existe plusieurs réponses :
dans le cas d'un mini-transtockeurs, il faut faire en sorte que les
différents articles d'un même tiroir soient le plus souvent prélevés
dans une même
séquence. Il importe également que les activités de l'opérateur et de
l'équipement soient désynchronisées. Dans le cas des transstockeurs,,
grands ou
« minis », il est recommandé de prévoir un carrousel de convoyeurs qui
servira, en quelque sorte, de stock tampon entre le transstockeur proprement
dit et le préparateur. Ce carrousel aura au minimum une position d'attente
avant le poste de prélèvement, une position de prélèvement et une position
d'attente après le poste de prélèvement. Cela permettra au transstockeur
de travailler en cycles combinés, c'est-à-dire d'améliorer, par la même
occasion, son rendement de 30 à 40 %. En contrepartie cette optimisation
exige que les ordres de prélèvement puissent être connus à l'avance.
remonter
La conception de la préparation de commandes et de
l'aval
dans le cas d'armoires rotatives ou de carrousels, le plan de chargement
tiendra compte, pour l'affectation des adresses, des combinaisons d'articles
le plus souvent sollicités simultanément. Ensuite, on confiera, si possible,
au préparateur des tâches complémentaires de contrôle qualité, d'emballage
et d'étiquetage. Une autre solution, souvent meilleure, consiste à affecter
un seul préparateur à deux équipements; le préparateur prélève sur l'un
pendant que le second se met en place.
Il est à noter que les prélèvements à poste fixe facilitent grandement
l'installation de périphériques du système informatique de gestion du
magasin. Ces périphériques peuvent être : écran clavier éliminant les
listings de préparation, système d'identification et bascule destinés
aux contrôles, imprimantes pour édition d'étiquettes colis, etc. Tous
ces dispositifs sont plus délicats à mettre en uvre dans le cas de
préparateurs ambulants.
2.3 Les solutions mixtes de déplacement sont limitées
Dans ce type d'organisation, chaque préparateur opérera dans une zone
de trois à six mètres appelée indifféremment « poste de préparation
» ou « gare » ou « station ». Les figures 12.2
et 12.3 illustrent l'un de ces postes.
Cette disposition est très souvent couplée avec une organisation en
« Pick and Pack » et en PCAO (Préparation de Commande Assistée par Ordinateur).
Ces deux organisations sont décrites plus loin.
2.4 Les solutions entièrement automatiques
Ces organisations font appel à des automates de préparation de commandes
et/ou à des robots dépalettiseurs. Ils suppriment totalement les préparateurs
et donc leurs déplacements.
remonter
3. LE TRANSFERT DES PRÉLÈVEMENTS
Là encore, deux organisations sont possibles. Les transferts sont effectués
par des opérateurs ou ils s'effectuent automatiquement.
Dans les installations les plus simples, quelle que soit la façon dont
les articles ont été prélevés, le préparateur accompagne les articles
jusqu'à la zone emballage ou la zone départ. Dans cette hypothèse, une
simple allée de circulation est à prévoir entre les zones concernées.
Sa largeur doit être adaptée aux équipements utilisés : chariots manuels,
transpalettes, voiturettes, etc. Les besoins de croisement ou de dépassement
seront pris en compte.
Dans les magasins et entrepôts plus importants, le transfert des articles
prélevés vers les zones aval s'effectue au moyen de systèmes transitiques
plus ou moins sophistiqués.
Le nombre de postes de préparation à desservir et la décision de faire
intervenir un ou plusieurs préparateurs sur une même commande vont déterminer
l'itinéraire du circuit de manutention.
Il peut s'agir d'un réseau très simple de convoyeurs sur lesquels les
préparations sont déposées et qui se terminera par un tronçon à accumulation
situé en zone départ ou emballage. La solution peut aussi se trouver
dans l'implantation de réseaux beaucoup plus complexes dans lesquels
les bacs affectés à une commande s'arrêteront automatiquement à chacun
des postes de préparation concernés par la commande en question. Ces
bacs pourront être ensuite, toujours automatiquement, dirigés vers une
zone particulière d'emballage ou vers un quai de départ donné. Les bacs
peuvent être avantageusement remplacés par les cartons d'expédition
dans une organisation de type « Pick and Pack
».
Les technologies employées pour ces fonctions sont le plus souvent des
convoyeurs à charges posées conçus pour des bacs, des cartons ou pour
des palettes. La longueur importante des trajets et la modestie du trafic
peuvent aussi justifier une orientation vers des chariots autoguidés,
c'est-à-dire sans conducteur.
L'irrigation du magasin par le réseau de convoyeurs peut même amener
à faire circuler ceux-ci à l'intérieur des palettiers. Cette disposition
diminue les volumes réservés au stockage ; mais elle évite à l'opérateur
de revenir plusieurs fois par heure en extrémité d'allée pour déposer
ses préparations. C'est la comparaison des budgets d'investissement,
d'amortissement et d'exploitation qui permettra de choisir telle ou
telle disposition. La figure 12.4 illustre ce type d'implantation.
voir aussi :préparation
commande
remonter
Figure 12.1 - L'organisation des prélèvements
|
Déplacement du préparateur pour le prélèvement et l'acheminement
Déplacement du préparateur pour le prélèvement, acheminement
mécanise
Préparation mécanisée, acheminement par le préparateur
Préparation et acheminement mécanisés
La conception de la préparation de
commandes et de l'aval
|
remonter
schémas A.
FACE AVANT POSTE PICKING BACS 800 X 400 X 320 AVANT OUVERT
PRINCIPE
 schémas
B. COUPE POSTE PICKING BACS 800 x 400 x 320 AVANT
OUVERT PRINCIPE schémas
B. COUPE POSTE PICKING BACS 800 x 400 x 320 AVANT
OUVERT PRINCIPE
remonter
La conception de la préparation de commandes et de
l'aval
 figure 72.3 - Poste de préparation détail - Vue de dessus
figure 72.3 - Poste de préparation détail - Vue de dessus |
remonter
Figure 12.4 - Préparation de commandes
par drainage dans le palettier
remonter
La conception de la préparation de commandes et de
l'aval
4. LES GRANDS MODES DE
PRÉPARATION
4.1
Le mode de préparation de détail "Pick then Pack"
Les différents types d'organisation
décrits ci-après ne sont pas obligatoirement exclusifs les uns des autres.
Ils peuvent cohabiter.
Cette organisation signifie que l'on exécute les prélèvements dans un
premier temps puis qu'on les achemine vers une zone de conditionnement
pour les mettre en cartons. Elle implique donc une double manutention
: prise et dépose dans un bac intermédiaire puis reprise et dépose,
de nouveau, dans le carton d'expédition. Cette reprise peut, à la rigueur,
être mise à profit pour effectuer des opérations de contrôle. L'organisation
suivante a été conçue pour éviter cette perte de temps.
4.2
Le mode de préparation de détail "Pick and Pack"
Dans ce cas, le séquencement des tâches est différent. En fonction de
la composition de la commande et des données logistiques des références
concernées, un système informatique, indispensable, va calculer la taille
du carton d'expédition le mieux adapté (fonction de précolisage). Ce
choix s'effectue généralement parmi une gamme de deux à sept formats
suivant les sites. L'étiquette d'expédition va immédiatement être apposée
pour que le carton soit tout de suite parfaitement identifiable. Ce
dernier va ensuite se faire remplir aux différents postes de prélèvement
avant d'être fermé puis expédié.
L'acheminement des cartons peut être géré par les préparateurs, à pied
ou embarqués sur des engins appropriés. Il peut aussi s'effectuer via
un réseau transitique plus ou moins évolué.
Cette dernière solution s'applique à des centres de préparation devant
faire face à une forte activité, faute de quoi l'investissement ne serait
pas rentable. Aussi s'accompagne-t-elle souvent d'autres fonctions entièrement
automatisées comme formeuses de cartons, postes d'impression et de pose
d'étiquettes en temps réel, poste de calage (par collage et rétraction
de film) et fermeuses.
Ce mode de préparation convient particulièrement bien aux flux de détail
important des classes « A » et « B » de dimensions modestes. Les UV
et les éventuels SPCB sont traités aux mêmes adresses et simultanément.
4.3
Aide au prélèvement
Ces aides ne sont pas à proprement parler des modes de préparation mais
elles modifient tellement la qualité (approche de style
Poka Yoke) et la productivité des prélèvements
que l'on doit leur accorder la place qu'elles méritent. Ces aides diffèrent
suivant que le préparateur se déplace ou non.
remonter
Dans le cas des prélèvements à poste fixe, la référence des articles
à prélever et leur nombre peuvent être indiqués sur un terminal informatique.
S'il s'agit d'effectuer le prélèvement de petits composants dans des
tiroirs de mini-transtockeurs, un spot lumineux orienté automatiquement
peut signaler la case concernée du tiroir. Dans le cas des armoires
rotatives, une rangée de bacs est présentée automatiquement et un petit
voyant lumineux indique le bac concerné par le prochain prélèvement.
Dans le cas où le préparateur se déplace peu, il est possible de lui
prévoir une assistance de type PCAO. Il existe des dispositifs automatiques
qui gèrent des afficheurs placés sur la face avant de chaque alvéole
de stockage. Ces minuscules terminaux comportent généralement un voyant
lumineux qui indique l'adresse de stockage du prélèvement à effectuer,
un afficheur numérique qui indique le nombre d'articles à prélever et
un bouton poussoir qui permettra à l'agent d'informer le système que
les prélèvements sont terminés. Le système pourra alors passer au suivant.
Ces micro-terminaux peuvent être dotés d'options supplémentaires : bouton
d'appel en cas de rupture de stock, boutons de compte rendu d'inventaire,
etc. Il est communément admis que l'adoption d'un système de type PCAO
permet d'améliorer la productivité de 20 à 30%. La figure 16.5 illustre
un tel micro-terminal. Ce système d'aide est souvent appelé « Pick to
Light ». Il est utile de prévoir, pour chaque colonne, un voyant lumineux
qui rappelle que l'un au moins des micro-terminaux est activé. En effet
ces derniers n'ont pas la luminosité suffisante pour que le préparateur
puisse voir leur allumage facilement à une distance de plusieurs mètres
de biais.
Dans le cas où le préparateur se déplace beaucoup, il est possible de
le doter d'un terminal radio qui lui permettra de recevoir ses instructions
(adresse de prélèvement et quantité à prélever). Ce terminal pourra
aussi posséder un lecteur de code à barres destiné au contrôle des emplacements
et des articles.
remonter
 Figure 12.5 - Micro terminal de PCAO
Figure 12.5 - Micro terminal de PCAO |
La conception de la
préparation de commandes et de l'aval
Dans cette organisation, qui est généralement
réservée à la préparation des PCB, les opérateurs se déplacent dans
des allées spécialisées. Un côté de ces allées est réservé aux palettes
sur lesquelles on effectuera les prélèvements. Ces palettes sont souvent
placées sur des dynamiques à deux places de telle façon qu'une seconde
palette soit immédiatement disponible dès que la première sera épuisée.
L'autre côté de l'allée est équipé d'un convoyeur de drainage sur lequel
les cartons prélevés sont déposés après que l'étiquette d'expédition
y ait été apposée. Ces convoyeurs aboutissent à une zone de tri et de
consolidation éventuelle (Voir figure 12.4).
4.4 L'organisation « Pick to Belt »
Cette organisation est une extension de la précédente. Dans les versions
les plus sophistiquées, les cartons d'une même référence sont prélevés
en une seule fois pour toute la rafale, ce qui limite singulièrement
les déplacements. Les préparateurs reçoivent leurs instructions via
un terminal radio portable et ne posent pas d'étiquettes d'expédition.
Ne pas poser d'étiquette augmente la productivité d'environ 20%, sans
parler de la limitation des erreurs. Les convoyeurs de drainage alimentent,
à grande cadence, un trieur qui, suivant les cas, regroupera les cartons
et les colis détail soit par commande pour effectuer la consolidation
soit par remise pour un transporteur donné.
Il est nécessaire, pour ce type d'organisation, que l'étiquette des
PCB ait été placée, en fin de chaîne de production, à un endroit précis
du carton. Cette étiquette possède un code à barres qui indique la référence
de l'article, code ITF14 par exemple. Ce code est lu en amont du trieur
et un système informatique, qui possède le fichier de toutes les commandes,
affecte le carton à l'une d'elles. Il pilote ensuite un poste d'impression
à jet d'encre qui imprime, au vol, le texte de l'étiquette d'expédition
à même sur le carton. H faut bien sûr que l'emplacement de cette impression
soit vierge de toute autre inscription. La virginité de cet emplacement
comme la qualité du carton implique évidemment une réflexion approfondie
de type « Supply chain ». Cette organisation est éminemment productive
mais laisse évidemment peu de place au laxisme et à l'improvisation.
remonter
4.6
La préparation "Grande vitesse"
Dans certaines activités et pour certaines périodes, il peut être intéressant
de mettre en place une organisation temporaire pour faire face à un
fort pic momentané. Parmi les événements qui peuvent provoquer de tels
pics, citons :
la mise en place d'une nouvelle collection (métiers de la confection
ou de la chaussure)
la distribution des vaccins anti-grippaux dans la pharmacie au début
de l'hiver
la préparation des catalogues dans la fabrication des papiers peints
plus généralement, dans toutes les professions, le traitement des
reliquats après une période de rupture de stock.
Les commandes à traiter dans ce cadre ne sont concernées que par une
petite partie du catalogue, voire une seule référence. Elles intéressent
seulement la préparation détail et génèrent un très fort flux pendant
une période que l'on souhaite la plus courte possible.
Une bonne riposte à ce type de problème est de prévoir une zone dédiée
où il sera possible d'amener rapidement des palettes entières qui seront
rapidement épuisées. Il serait dommage de passer par le circuit habituel
de la préparation détail qui risquerait d'être fortement perturbée car
non dimensionnée pour ces pics. De plus, cela ralentirait le processus
de ces préparations spéciales.
remonter
5. OPTIMISATION DES MOUVEMENTS
Qu'il s'agisse de préparations pour lesquelles le préparateur se déplace
ou de préparations dans lesquelles les articles sont automatiquement
présentés, le système informatique de gestion du magasin a un grand
rôle à jouer.
Il peut, en groupant en séquences optimales les commandes qui sont à
honorer dans le même laps de temps, diminuer de façon très sensible
les déplacements des hommes ou des équipements. Il s'agit tout simplement
de regrouper, dans une même tournée, les commandes qui concernent des
articles stockés à la même adresse ou à proximité les uns des autres.
Il y a deux difficultés à cette optimisation. D'abord le contenu des
commandes est aléatoire ; mais une approximation statistique suffira,
dans un premier temps, à cerner le nombre d'hommes ou d'équipements
à mettre en uvre.
La seconde difficulté, plus réelle celle-ci, est le délai qui est accordé
pour préparer les commandes. Plus ce délai sera long et plus les possibilités
d'optimisation seront grandes. Par exemple, si une recherche outrancière
du « juste à temps » amenait à traiter les commandes une par une, dès
leur arrivée, il n'y aurait plus aucune possibilité d'optimisation.
Une illustration de ce que l'on peut attendre d'une telle optimisation
est donnée au chapitre traitant du flux d'information, tri des commandes.
 La conception de la préparation de commandes
et de l'aval
La conception de la préparation de commandes
et de l'aval
Fig.12.6 Guide de choix d'un mode de préparation
|
|
|
6. LE CONTRÔLE PONDÉRAL
Le contrôle pondéral n'est jamais un sujet facile. Certains concepteurs
et exploitants en sont de farouches partisans; les autres ne veulent
pas en
entendre parler et vont même jusqu'à démonter des installations existantes.
Les paragraphes suivants vont tenter de faire le point sereinement et
objectivement.
Une décision devra être prise lors de la conception car la solution
retenue influera sur les implantations et sur les budgets.
remonter
6.1
Le principe du contrôle pondéral
Le concept est simple. Il s'agit de comparer le poids théorique d'un
colis, colis standard ou colis détail, au poids effectif. Le poids théorique
est issu de la base de données logistiques, directement pour les colis
standards ou par addition des poids unitaires pour les colis détail
hétérogènes. Le poids effectif est mesuré en cours ou en fin de préparation,
le plus souvent au vol sur un convoyeur.
Si le poids mesuré ne correspond pas, à la tolérance près, au poids
attendu, on en déduit qu'il y a eu une erreur lors de la préparation.
Mais tout n'est pas si simple en réalité. Les sources d'erreurs sont
multiples.
Ces faiblesses sont de deux sortes: les «fausses erreurs» créées par
le système et les « vraies erreurs » non détectées.
Parmi les sources d'erreurs les plus souvent rencontrées dans la
première catégorie, on peut citer :
mauvaise saisie lors de l'établissement de la fiche logistique (d'où
l'intérêt du dispositif automatique cité plus haut)
changement de fabrication ou de conditionnement sans remise à jour
de la base de données
sources d'approvisionnement multiples (dual sourcing) de produit ou
de conditionnement. (Les flacons de deux verriers différents n'ont pas
le même
poids)
variation de l'hygrométrie ambiante (à la fin d'une semaine pluvieuse,
certaines matières ont pu s'alourdir de 10%)
dérive du système de pesage.
Dans la seconde catégorie, on peut citer :
réglage de la tolérance trop laxiste
confusion, lors de la préparation, entre deux références pesant le
même poids
deux erreurs, une en plus et une en moins, qui s'annulent
erreur, en plus ou en moins, sur une référence dont le poids est inférieur
à la tolérance
dérive du système de pesage une nouvelle fois.
remonter
L'ensemble des points ci-dessus explique la position tranchée des détracteurs
du contrôle pondéral. Une étude récente a montré que le taux des erreurs
affichées était en moyenne, pour tous les sites étudiés, de l'ordre
de 22%, alors que le taux des erreurs réelles était souvent dix fois
moindre.
Comme début de parade, il a quelquefois été proposé de placer le poste
de contrôle après la préparation des articles pondéreux et avant la
préparation des articles légers. Cette démarche ne résout pas tous les
problèmes cités plus haut, loin de là, et impose une implantation contraire
à l'optimisation des déplacements.
Même si elle paraît dispendieuse, la meilleure solution semble être
l'installation d'un contrôle à la sortie de chaque poste de préparation.
Le système devra enregistrer le poids du bac ou du colis à l'entrée
du poste. Ensuite, il devra vérifier que le poids, au départ du poste,
correspond bien au poids initial augmenté du poids des articles à prélever
au poste. Sinon, le bac ou le colis sera immobilisé au poste avec déclenchement
d'une alarme ou dévié automatiquement, plus loin, vers un poste de contrôle
manuel.
Cette disposition ne vaut que pour la préparation détail. Le contrôle
des colis standards devra se faire par identification automatique de
la référence. Dans les deux cas, quelques sources d'erreurs subsistent,
mais l'on saurait difficilement faire beaucoup mieux.
L'équipement de contrôle pondéral doit être bien sûr adapté aux paramètres
de l'installation et notamment à la gamme de poids à mesurer, à la précision
attendue et à la cadence requise. Parmi les solutions les plus performantes
proposées par les constructeurs celle-ci peut être citée :
gamme de poids de 0,5 à 60 kg
vitesse du convoyeur 80 m/mn
pas des charges de front avant à front avant 1 m
précision ±50 grammes.
La cadence maximale de cette installation est donc 4800 colis/heure
ce qui permet de répondre à la quasi-totalité de problèmes posés en
préparation de commandes.
7. LE DIMENSIONNEMENT DES ZONES DE PRÉPARATION
Le dimensionnement est rigoureusement
le même que pour la fonction stockage, il met en uvre les mêmes équipements
et emprunte les mêmes allées. Il est seulement nécessaire de tenir compte
de ces flux dans le calcul du parc de chariots ou des équipements de
manutention automatique. Les allées devront permettre le croisement
ou le dépassement de deux engins.
Le dimensionnement de cette préparation ne présente pas de difficulté
particulière. Si les prélèvements s'effectuent dans le palettier, on
est ramené au problème précédent. Si une zone particulière est dédiée
et comporte des convoyeurs de drainage, il convient de prendre en compte
l'encombrement de ces équipements. La suite,
par ici ...
remonter

Déplacement du préparateur
pour le prélèvement,
acheminement mécanise
Préparation mécanisée,
acheminement
par le préparateur
Préparation et acheminement
mécanisés
Figure 12.1 - L'organisation des prélèvements
remonter
FACE AVANT POSTE PICKING BACS 800 X 400 X 320 AVANT
OUVERT PRINCIPE
COUPE POSTE PICKING BACS 800 x 400 x 320 AVANT OUVERT
PRINCIPE
|




 04/01/2004
04/01/2004